1. Преамбула
Якщо не вказано інше, у цьому посібнику передбачається, що користувач використовує останню версію QtPlasmaC. Історію версій можна переглянути за посиланням link, де буде показано останню доступну версію. Встановлена версія QtPlasmaC відображається в рядку заголовка. Інформацію про оновлення QtPlasmaC див. у розділі Update QtPlasmaC.
2. Ліцензія
QtPlasmaC та все пов’язане з ним програмне забезпечення випускаються під ліцензією GPLv2.
3. Вступ
Версія QtPlasmaC для розробки є графічним інтерфейсом для плазмового різання, який використовує компонент plasmac для керування плазмовим столом за допомогою версії LinuxCNC (v2.10) для розробки, що використовує дистрибутив Debian Bullseye або пізніший.
Графічний інтерфейс QtPlasmaC підтримує до п’яти осей та використовує інфраструктуру QtVCP, що постачається з LinuxCNC.
Стандартна тема базується на дизайні користувача "pinder" на форумі LinuxCNC, а кольори може змінювати користувач.
Версія QtPlasmaC GUI з гілки розробки буде працювати на будь-якому обладнанні, яке підтримується версією LinuxCNC (v2.10) з головної гілки, за умови, що є достатньо апаратних вхідних/вихідних контактів для виконання вимог конфігурації плазми.
Є три доступні формати:
-
16:9 з мінімальною роздільною здатністю 1366 x 768
-
9:16 з мінімальною роздільною здатністю 768 x 1366
-
4:3 з мінімальною роздільною здатністю 1024 x 768
Приклади знімків екрана QtPlasmaC наведено нижче:

4. Встановлення LinuxCNC
Бажаний спосіб встановлення LinuxCNC – через ISO-образ, як описано нижче.
|
Note
|
Можна встановити та запустити LinuxCNC на різних дистрибутивах Linux, однак це виходить за межі цього посібника користувача. Якщо користувач бажає встановити дистрибутив Linux, відмінний від рекомендованих, йому спочатку потрібно встановити бажаний дистрибутив Linux, а потім встановити версію LinuxCNC (v2.10) з головної гілки разом з усіма необхідними залежностями. Слід також зазначити, що Bullseye є найранішим дистрибутивом Debian, який підтримується головною гілкою LinuxCNC (v2.10). Buster більше не підтримується. |
4.1. Якщо у користувача не встановлено Linux
Інструкції з встановлення доступні за тут.
Дотримуючись цих інструкцій, ви отримаєте машину з поточною стабільною гілкою LinuxCNC (v2.9) на Debian 12 (Bookworm). Потім користувач повинен буде дотримуватися відповідних інструкцій для оновлення до версії LinuxCNC (v2.10) з головної гілки.
4.2. Встановлення пакета (Buildbot), якщо користувач має Linux на Debian 12 (Bookworm)
Дотримуйтесь інструкцій з розділу «Оновлення LinuxCNC на Debian Bookworm» за посиланням:../getting-started/getting-linuxcnc.html[тут].
4.3. Встановлення пакета (Buildbot), якщо користувач має Linux на Debian 12 (Bookworm) або Debian 11 (Bullseye)
Встановлення пакета (Buildbot) використовує попередньо зібрані пакети з LinuxCNC Buildbot.
Додайте ключі GPG та додайте репозиторій до списку джерел, щоб він відповідав версії Debian.
У наведеному нижче розділі буде додано репозиторій Bookworm з основної гілки (v2.10).
deb http://buildbot2.highlab.com/ bookworm master-uspace4.4. Запуск інсталяції на місці, якщо у користувача встановлено Linux
Інсталяція на місці запускає LinuxCNC з локально скомпільованої версії, яка зазвичай знаходиться в ~/linuxcnc-dev. Інструкції щодо створення інсталяції на місці доступні за тут.
5. Створення конфігурації QtPlasmaC
Перед створенням конфігурації QtPlasmaC важливо, щоб користувач добре розумів доступні режими роботи, а також входи/виходи, необхідні для успішної роботи плазми.
5.1. Режими
QtPlasmaC вимагає вибору одного з наступних трьох режимів роботи:
| Режим | Опис |
|---|---|
0 |
Використовує зовнішній вхід напруги дуги для розрахунку як напруги дуги (для керування висотою пальника), так і стану дуги в нормі. |
1 |
Використовує зовнішній вхід напруги дуги для розрахунку напруги дуги (для керування висотою пальника). |
2 |
Використовує зовнішній вхід Arc OK для Arc OK. |
|
Important
|
Якщо джерело живлення плазми має вихід Arc OK (Transfer), то рекомендується використовувати його для Arc OK, а не м’який (розрахований) Arc OK, що надається режимом 0. Також можна використовувати reed relay як альтернативний метод для встановлення сигналу Arc OK, коли джерело живлення його не надає. |
|
Note
|
Для точного налаштування режиму 0 Ark OK див. Tuning Mode 0 Arc OK у розділі "Додаткові теми" цього посібника. |
5.2. Доступно I/Os
|
Note
|
У цьому розділі розглядаються лише апаратні засоби вводу/виводу, необхідні для QtPlasmaC. Базові вимоги до машини, такі як кінцеві вимикачі, перемикачі додому тощо, наведено додатково до них. |
| Ім’я | Режими | Опис |
|---|---|---|
Напруга дуги |
0, 1 |
Аналоговий вхід; опціонально. |
Дуга в порядку |
1, 2 |
Цифровий вхід; опціонально. |
Поплавковий вимикач |
0, 1, 2 |
Цифровий вхід; опціонально, див. інформацію під таблицею: |
Омічний зонд |
0, 1, 2 |
Цифровий вхід; опціонально, див. інформацію під таблицею: |
Увімкнення омічного зонда |
0, 1, 2 |
Цифровий вихід; необов’язково, див. інформацію в таблиці нижче: |
Розривний перемикач |
0, 1, 2 |
Цифровий вхід; опціонально, див. інформацію під таблицею: |
Ліхтарик увімкнено |
0, 1, 2 |
Цифровий вихід; обов’язково. |
Перемістити вгору |
2 |
Цифровий вхід; опціонально. |
Перемістити вниз |
2 |
Цифровий вхід; опціонально. |
Озброєння писаря |
0, 1, 2 |
Цифровий вихід; опціонально. |
Писати далі |
0, 1, 2 |
Цифровий вихід; необов’язково. |
Лазер увімкнено |
0, 1, 2 |
Цифровий вихід; необов’язково. |
Потрібен лише один з цих параметрів: Поплавковий вимикач або Омічний зонд. Якщо використовуються обидва, то Поплавковий вимикач буде резервним варіантом, якщо Омічний зонд не спрацьовує.
Якщо використовується Омічний зонд, тоді потрібно позначити опцію Увімкнути Омічний зонд у графічному інтерфейсі QtPlasmaC.
Роз’єднувальний вимикач не є обов’язковим, оскільки плаваючий вимикач розглядається так само, як роз’єднувальний, коли не проводиться зондування. Якщо це два окремі вимикачі, а на роз’єднувальному блоці недостатньо входів, їх можна об’єднати і підключити як плаваючий вимикач.
|
Note
|
Мінімальні вимоги до вводу-виводу для функціонування конфігурації QtPlasmaC: вхід Arc Voltage АБО вхід Arc OK, вхід Float Switch і вихід Torch On. Повторюємо, що в цьому випадку QtPlasmaC буде розглядати плаваючий перемикач як розривний перемикач, коли він не проводить зондування. |
5.3. Рекомендовані налаштування:
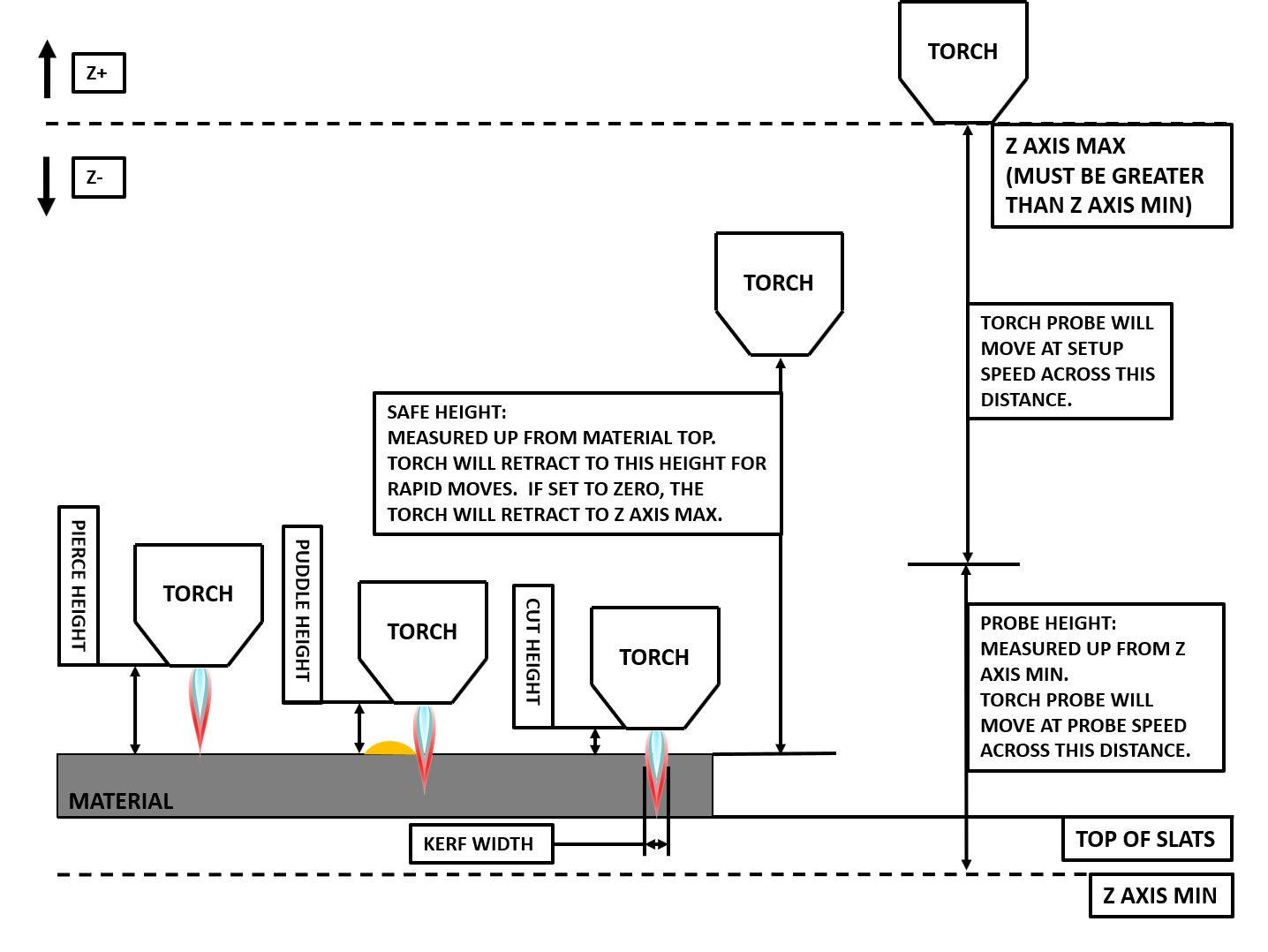
Зверніться до діаграми Heights Diagram для візуального представлення наведених нижче термінів.
-
[AXIS_Z] MIN_LIMIT повинен бути трохи нижче верхньої частини планок з урахуванням похибки float_switch_travel і похибки перебігу. Наприклад, якщо поплавковий вимикач користувача потребує 4 мм (0,157") для активації, встановіть мінімальне значення Z на 5 мм (0,2") плюс допуск для перевищення (розрахований за допомогою рівняння нижче або допуск 5 мм (0,2") нижче найнижчої планки).
-
[AXIS_Z] MAX_LIMIT має бути найвищим значенням, на яке користувач хоче, щоб перемістилася вісь Z (воно не повинно бути нижчим за Z HOME_OFFSET).
-
[AXIS_Z] Значення HOME слід встановити приблизно на 5–10 мм (0,2–0,4 дюйма) нижче максимального значення.
-
Плаваюча головка – рекомендується використовувати плаваючу головку, яка має достатній рух для забезпечення перебігу під час зондування. Перебіг можна розрахувати за такою формулою:
o = 0.5 * a * (v / a)^2де: o = перевищення, a = прискорення в одиницях/с2 та v = швидкість в одиницях/с.
Приклад метричної системи: для MAX_ACCELERATION осі Z, що дорівнює 600 мм/с², та MAX_VELOCITY, що дорівнює 60 мм/с, перевищення становитиме 3 мм.
Приклад для імперських систем: враховуючи MAX_ACCELERATION осі Z, що дорівнює 24 дюймам/с², та MAX_VELOCITY, що дорівнює 2,4 дюймам/с, перевищення становитиме 0,12 дюйма.
На верстатах, які використовують омічний зонд як основний метод зондування, настійно рекомендується встановити перемикач на плаваючій головці як резервний засіб зупинки руху по осі Z у разі виходу з ладу омічного зонда через забруднення поверхні.
5.4. Налаштування
LinuxCNC надає два майстри налаштування, які можна використовувати для створення конфігурації верстата. Вибір цих майстрів залежить від обладнання, яке використовується для керування верстатом.
Якщо користувач бажає використовувати інсталяцію Run In Place, то перед запуском однієї з наступних команд йому потрібно буде виконати таку команду з терміналу:
source ~/linuxcnc-dev/scripts/rip-environmentЯкщо використовується інсталяція пакета, то жодних додаткових дій не потрібно.
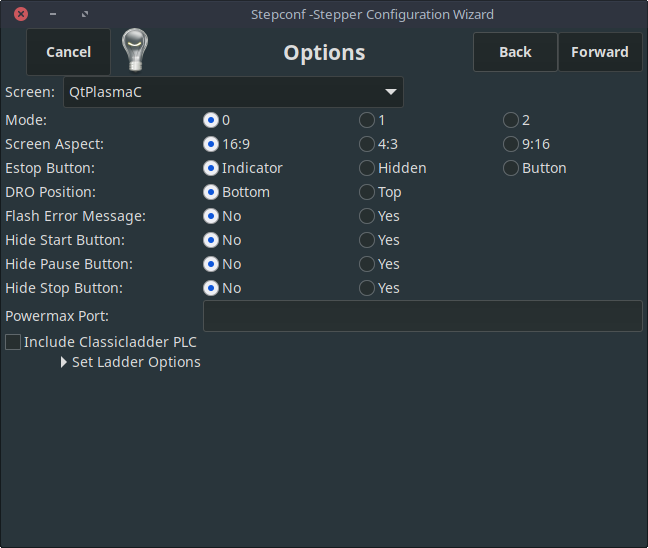
Якщо використовуєте паралельний порт, скористайтеся майстром StepConf, виконавши команду stepconf у вікні терміналу або запустивши її за допомогою пункту меню робочого столу Application -> CNC -> StepConf Wizard.
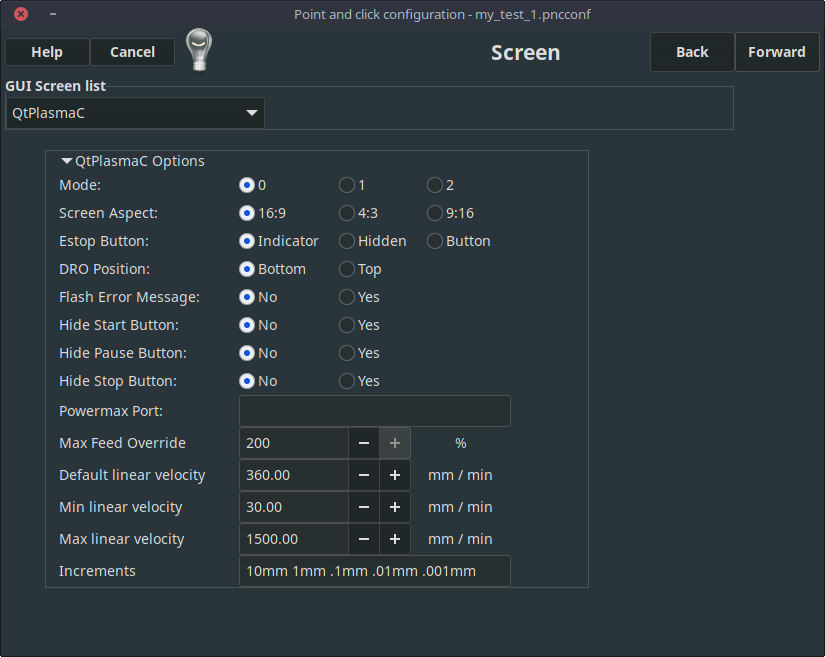
Якщо ви використовуєте плату Mesa Electronics, скористайтеся PnCconf wizard, запустивши команду pncconf у вікні терміналу або запустивши її за допомогою пункту меню робочого столу Application -> CNC -> PnCConf Wizard.
Якщо ви використовуєте плату Pico Systems, ця тема форуму LinuxCNC може бути корисною.
Специфічні для машини налаштування тут не описані, зверніться до документації до конкретного майстра налаштування, який використовується.
Для цих майстрів доступні розділи форуму LinuxCNC:
Заповніть необхідні поля відповідно до конфігурації підключення машини/плати розподілу.
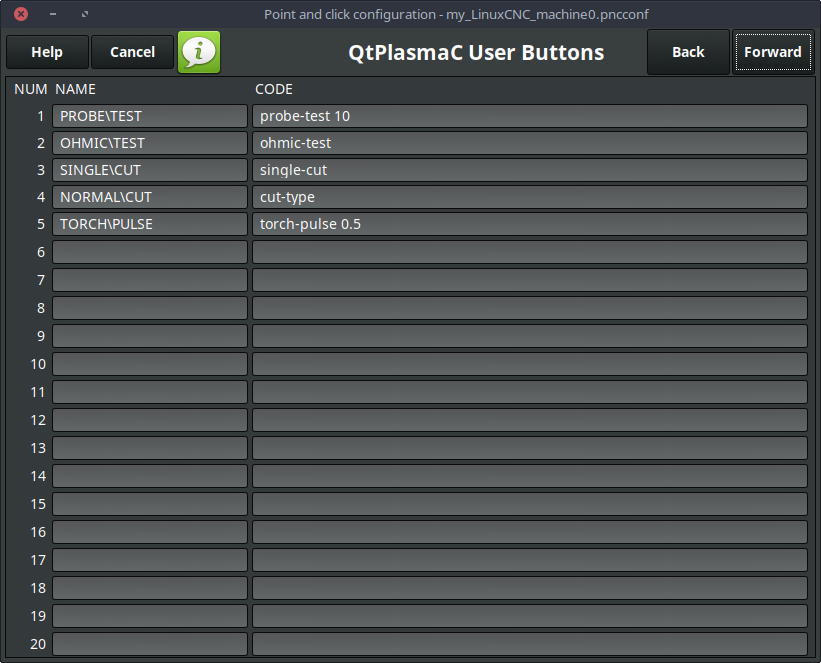
QtPlasmaC додає дві сторінки до майстрів налаштування LinuxCNC для параметрів, специфічних для QtPlasmaC. Ці дві сторінки — це параметри QtPlasmaC та User Buttons. Заповніть кожну сторінку майстра QtPlasmaC відповідно до машини, що налаштовується, та вимог до кнопок користувача.
Зверніть увагу, що параметри PnCConf дозволяють користувачеві вибирати такі параметри, як корекція подачі, лінійна швидкість та крок поштовхового переміщення, тоді як у StepConf вони автоматично розраховуються та встановлюються.
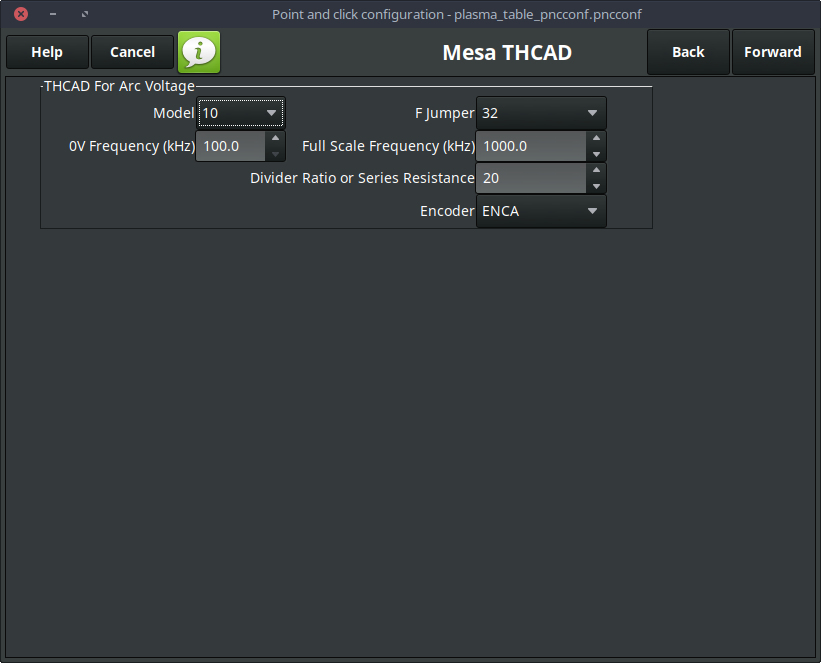
Екран THCAD з’явиться, лише якщо на екрані карти вибрано плазмовий кодер. Для отримання додаткової інформації див. розділ присвячений Mesa THCAD.
Після завершення налаштування майстер збереже копію конфігурації, яку можна буде завантажити та редагувати пізніше. Робоча конфігурація QtPlasmaC буде створена в наступному каталозі: ~/linuxcnc/configs/<machine_name>.
Спосіб запуску щойно створеної конфігурації QtPlasmaC з командного рядка терміналу дещо відрізняється залежно від способу встановлення LinuxCNC:
Для встановлення пакета (Buildbot):
linuxcnc ~/linuxcnc/configs/_<machine_name>_/_<machine_name>_.iniДля встановлення на місці:
~/linuxcnc-dev/scripts/linuxcnc ~/linuxcnc/configs/_<machine_name>_/_<machine_name>_.iniПісля виконання наведеної вище команди LinuxCNC має працювати з видимим графічним інтерфейсом QtPlasmaC.
|
Important
|
ПЕРЕД ТИМ, ЯК ПРОДОВЖИТИ, КОРИСТУВАЧ ПОВИНЕН БУТИ МОЖЛИВИЙ ВИСТАВИТИ ВЕРСТАТ У ХОДУЮЧЕ ПОЛОЖЕННЯ, ВСТАНОВИТИ КОЖНУ ВІСЬ У НУЛЬ, ПЕРЕМІЩИТИ ВСІ ОСІ ДО М’ЯКИХ МЕЖ БЕЗ ЗБІЙ ТА ЗАПУСКУ ТА ЗАПУСТИТИ ТЕСТОВІ ПРОГРАМИ G-КОДУ БЕЗ БУДЬ-ЯКИХ ПОМИЛОК. |
ТІЛЬКИ КОЛИ цей критерій виконано, користувач повинен продовжувати початкове налаштування QtPlasmaC.
|
Note
|
Можна створити конфігурацію симулятора за допомогою StepConf, але неможливо мати тандемні з’єднання в конфігурації симулятора. |
5.5. Помилки залежностей Qt
Якщо під час спроби запуску конфігурації QtPlasmaC виникнуть будь-які помилки залежностей Qt, користувачеві може знадобитися запустити скрипт встановлення QtVCP, щоб вирішити ці проблеми.
Для встановлення пакета (Buildbot) введіть таку команду у вікні терміналу:
/usr/lib/python3/dist-packages/qtvcp/designer/install_scriptДля встановлення на місці введіть таку команду у вікні терміналу:
~/linuxcnc-dev/lib/python/qtvcp/designer/install_script5.6. Початкове налаштування
Наведена нижче діаграма висот допоможе користувачеві візуалізувати різні висоти, що використовуються під час плазмового різання, та способи їх вимірювання:
Натисніть на вкладку Parameters Tab, щоб переглянути розділ CONFIGURATION, в якому відображаються параметри, що можуть бути налаштовані користувачем. Необхідно переконатися, що кожне з цих налаштувань відповідає вимогам обладнання.
Щоб встановити DRO осі Z відносно MINIMUM_LIMIT осі Z, користувач повинен виконати наступні кроки. Важливо розуміти, що в QtPlasmaC відключення DRO осі Z не впливає на положення осі Z під час виконання програми G-коду. Ці кроки просто дозволяють користувачеві легше встановити висоту зонда, оскільки після виконання цих кроків відображуване значення DRO осі Z буде відносно MINIMUM_LIMIT осі Z.
|
Note
|
Користувач повинен бути ознайомлений з рекомендованими Z Axis Settings. |
-
Перевести вісь Z додому.
-
Переконайтеся, що під пальником нічого немає, потім опустіть вісь Z до зупинки на мінімальному обмеженні вісі Z, а потім натисніть 0 поруч із віссю Z DRO, щоб виконати Touch Off (відключення датчика) з вибраною віссю Z, щоб встановити вісь Z на нульове зміщення. Цей крок служить лише для того, щоб користувач міг легше візуалізувати та налаштувати Probe Height (висоту датчика). Це значення вимірюється від мінімального обмеження вісі Z вгору.
-
Знову перемістіть вісь Z у вихідне положення.
Якщо машина оснащена поплавковим вимикачем, користувачеві потрібно буде встановити зміщення в розділі КОНФІГУРАЦІЯ на вкладці ПАРАМЕТРИ. Це можна зробити, запустивши цикл «Перевірка зонда».
-
Перевірте, чи правильні значення швидкості зонда та висоти зонда в розділі CONFIGURATION (Конфігурація) на вкладці PARAMETERS (Параметри). QtPlasmaC може проводити зондування з повною швидкістю по осі Z, якщо машина має достатній рух у поплавковому вимикачі, щоб поглинути будь-яке перевищення. Якщо машина підходить, користувач може встановити висоту зонда на значення, близьке до мінімального значення осі Z, і виконувати все зондування на повній швидкості.
-
Якщо машина ще не переведена у вихідне положення та не знаходиться у вихідному положенні, переведіть її у вихідне положення.
-
Покладіть трохи матеріалу на планки під пальником.
-
Натисніть кнопку ПЕРЕВІРКА ЗОНДА.
-
Вісь Z опуститься вниз, знайде матеріал, а потім підніметься до заданої висоти пробивання, встановленої для поточного вибраного матеріалу. Пальник буде чекати в цьому положенні протягом часу, заданого у файлі <machine_name>.prefs. За замовчуванням час утримання зонда становить 10 секунд, це значення можна редагувати у файлі <machine_name>.prefs. Після цього пальник повернеться до початкової висоти.
-
Виміряйте відстань між матеріалом і кінчиком пальника, поки пальник чекає на Висоті проколу.
-
Якщо вимірювання перевищує Висоту пробивання поточного вибраного матеріалу, зменште «Хід поплавка» в розділі КОНФІГУРАЦІЯ на вкладці ПАРАМЕТРИ на різницю між виміряним значенням і заданим значенням. Якщо вимірювання менше, ніж Висота пробивання поточного вибраного матеріалу, збільште «Хід поплавка» в розділі КОНФІГУРАЦІЯ на вкладці ПАРАМЕТРИ на різницю між заданим значенням і виміряним значенням.
-
Після внесення змін до параметра «Float Travel» (Хід поплавка) повторіть процес, описаний у пункті 4 вище, доки виміряна відстань між матеріалом і кінчиком пальника не збіжиться з Pierce Height (Висота проколу) для поточного вибраного матеріалу.
-
Якщо стіл має лазер або камеру для вирівнювання листа, рисувальник або використовує зсувне зондування, то необхідні зсуви потрібно застосувати, дотримуючись процедури, описаної в розділі Peripheral Offsets. Кнопки LASER та/або CAMERA не будуть видимими, доки користувач не встановить відповідні зсуви та не збереже їх у файлі <machine_name>.prefs.
-
ВІТАЄМО! Тепер користувач має мати робочу конфігурацію QtPlasmaC.
|
Note
|
Якщо час між контактом пальника з матеріалом і моментом, коли пальник піднімається і зупиняється на висоті проколювання, здається надмірним, див. розділ «Плазма: зондування, зондування» для можливого вирішення. |
|
Important
|
ПРИ ВИКОРИСТАННІ Mesa Electronics THCAD ТОГДА ЗНАЧЕННЯ Шкали напруги БУЛО ОТРИМАНО МАТЕМАТИЧНИМ ШЛЯХОМ. ЯКЩО КОРИСТУВАЧ МАЄ НАМІР ВИКОРИСТОВУВАТИ НАПРУГИ З ТАБЛИЦІ ВИРОБНИКА, ТОДІ РЕКОМЕНДУЄТЬСЯ ВИКОНАТИ ВИМІРЮВАННЯ ФАКТИЧНИХ НАПРУГ І ТОЧНО НАЛАШТУВАТИ ШКАЛУ НАПРУГИ І ЗСУВ НАПРУГИ. |
|
Warning
|
НАПРУГА ПЛАЗМОВОГО РІЗАННЯ МОЖЕ БУТИ СМЕРЕЛЬНОЮ. ЯКЩО КОРИСТУВАЧ НЕ МАЄ ДОСВІДУ У ВИКОНАННІ ЦИХ ВИМІРЮВАНЬ, ЗВЕРНІТЬСЯ ЗА КВАЛІФІКОВАНОЮ ДОПОМОГОЮ. |
6. Міграція на QtPlasmaC з PlasmaC (AXIS або GMOCCAPY)
Автоматична міграція з PlasmaC до QtPlasmaC більше не підтримується. Користувач повинен буде або вручну перетворити конфігурацію PlasmaC, або створити нову конфігурацію за допомогою конфігурації.
7. Інші міркування щодо налаштування QtPlasmaC
7.1. Низькочастотний фільтр
Компонент plasmac HAL має вбудований фільтр нижніх частот, який, якщо використовується, застосовується до вхідного контакту plasmac.arc-voltage-in для фільтрації будь-яких шумів, які можуть спричинити помилкові показання напруги. Фільтр нижніх частот слід використовувати лише після використання Halscope для визначення необхідної частоти та того, чи амплітуда шуму є достатньо великою, щоб спричинити будь-які проблеми. Для більшості плазмових машин фільтр нижніх частот не є необхідним і не повинен використовуватися, якщо в цьому немає потреби.
Контакт HAL, призначений для цього фільтра, має назву plasmac.lowpass-frequency і за замовчуванням встановлений на 0 (відключений). Щоб застосувати фільтр нижніх частот до напруги дуги, користувач повинен відредагувати наступний запис у файлі custom.hal у каталозі конфігурації машини, щоб додати відповідну частоту відсічення, виміряну в герцах (Гц).
Наприклад:
setp plasmac.lowpass-frequency 100
У наведеному вище прикладі гранична частота становила б 100 Гц.
7.2. Відмова від контакту
Бризки контактів від механічних реле, перемикачів або зовнішніх перешкод можуть спричинити нестабільну роботу таких перемикачів:
-
Поплавковий вимикач
-
Омічний зонд
-
Розривний перемикач
-
Дуга в порядку (для режимів 1 та 2)
Оскільки програмне забезпечення здатне здійснювати вибірку з частотою, що перевищує період відскоку контакту, воно може сприймати відскок контакту як кілька змін стану входу, що відбуваються за дуже короткий проміжок часу, і неправильно інтерпретувати це як дуже швидке вмикання-вимикання входу. Одним із способів зменшення відскоку контакту є «дебаунс» входу. Якщо коротко описати дебаунс, то для цього потрібно, щоб стан входу був стабільним у протилежному стані до стану виходу протягом декількох послідовних періодів затримки, перш ніж змінювати стан виходу.
Періоди затримки усунення дребезгу можна змінити, відредагувавши відповідне значення усунення дребезгу у файлі custom.hal у каталозі <назва_комп’ютера> config.
Кожне збільшення затримки додає один цикл сервопотоку до часу дебаунсу. Наприклад: при періоді сервопотоку 1000000 (вимірюється в наносекундах) затримка дебаунсу 5 дорівнюватиме 5000000 нс або 5 мс.
Для поплавкових та омічних перемикачів це дорівнює збільшенню результату вимірювання висоти на 0,001 мм (0,00004 дюйма).
Рекомендується встановлювати значення дебаунсу якомога нижче, але при цьому досягати стабільних результатів. Використання Halscope для побудови графіку вхідних даних є хорошим способом встановити правильне значення.
Для установок QtPlasmaC дебаунс досягається за допомогою посилання HAL dbounce component, яке є пізнішою альтернативою оригінальному компоненту дебаунс. Ця нова версія дозволяє завантажувати та називати окремі екземпляри дебаунс і сумісна з обробкою файлів Twopass HAL.
Всі чотири сигнали вище мають індивідуальний компонент дебаунсу, тому періоди дебаунсу можуть бути індивідуально налаштовані для кожного входу. Будь-які зміни, внесені в ці значення у файлі custom.hal, не будуть перезаписані пізнішими оновленнями QtPlasmaC.
За замовчуванням затримка для всіх чотирьох входів становить п’ять періодів сервоприводу. У більшості випадків це значення працює досить добре. Якщо будь-який із входів не використовує механічні перемикачі, можна зменшити або скасувати затримку для цих входів.
Якщо для іншого обладнання, такого як домашні або кінцеві вимикачі тощо, потрібне усунення дребезгу, тоді в будь-який з HAL-файлів можна додати більше компонентів усунення дребезгу, незалежно від сигналів, перелічених тут.
7.3. Контактне навантаження
Механічні реле та перемикачі зазвичай вимагають мінімального струму, що проходить через контакти, для надійної роботи. Цей струм залежить від матеріалу, з якого виготовлені контакти в пристрої.
Залежно від заданого мінімального струму контактів та струму, що споживається вхідним пристроєм, може виникнути потреба забезпечити метод збільшення струму через контакти.
Більшість реле з використанням золотих контактів не потребують додаткового струму для надійної роботи.
Існує два різних методи забезпечення цього мінімального струму, якщо це необхідно:
-
Плівковий конденсатор ємністю 0,1 мкФ, розміщений між контактами.
-
Резистор 1200 Ом і 1 Вт, підключений до навантаження (див. розрахунки нижче).
Схеми показано за адресою схеми контактного-навантаження.
Більше інформації про навантаження на комутацію контактів можна знайти на сторінці VI документа finder https://cdn.findernet.com/app/uploads/TecEN.pdf [Загальна технічна інформація].
При використанні карти Mesa вхідний опір 7I96 становить 4700 Ом (символ R) (завжди звертайтеся до інструкції до продукту, що відповідає використовуваній версії, оскільки ці значення іноді відрізняються в різних версіях), що дає струм контакту 5,1 мА (символ I) при напрузі живлення (символ U) 24 В (I = U/R) примітка: [У США літера V зазвичай використовується як символ (напруга) і як одиниця виміру (вольт).].
Наприклад, типове реле, що використовується в плазмовому різаку Hypertherm Powermax 65 (link:https://www.te.com/commerce/DocumentDelivery/DDEController? Action=showdoc&DocId=Data+Sheet%7F1308242_T77%7F1011%7Fpdf%7FEnglish%7FENG_DS_1308242_T77_1011.pdf%7F1-1393194-0 [TE T77S1D10-24]) вимагає мінімального навантаження контакту 100 мА при 5 В постійного струму, що розсіює 0,5 Вт (P = I * V). При використанні джерела живлення 24 В постійного струму це буде відповідати мінімальному струму 20,8 мА. Оскільки вхід Mesa споживає менше струму, ніж потрібно реле, необхідно збільшити струм.
Опір можна розрахувати за формулою R = Us / (Im - Ii), де:
-
R = розрахунковий опір
-
Us = напруга живлення
-
Im = мінімальний необхідний струм
-
Ii = вхідний струм
Використання 7I96 з вхідним струмом 5,1 мА дає розрахункове значення 1529 Ом ( = 24 В / (.0208 - .0051) А). Це значення можна округлити до загальнодоступного резистора 1500 Ом, що дасть невеликий запас міцності.
Розсіювання потужності можна розрахувати за формулою P = Us2 / Rs, де:
-
P = потужність
-
Us = напруга живлення
-
Rs = вибраний опір
Це дає значення 0,38 Вт. Потім його можна округлити до 1 Вт, що забезпечить хороший запас міцності. Остаточний вибір – резистор 1500 Ом і 1 Вт.
7.4. Запуск робочого столу
Якщо під час створення конфігурації не було створено посилання для її запуску, користувач може створити ярлик на робочому столі, клацнувши правою кнопкою миші на робочому столі та вибравши «Створити ярлик» або подібну опцію. Відкриється діалогове вікно для створення ярлика. Дайте іконці коротке ім’я, введіть будь-яку команду та натисніть «OK».
Після того, як панель запуску з’явиться на робочому столі, клацніть на ній правою кнопкою миші та відредагуйте її у вибраному користувачем редакторі. Відредагуйте файл, щоб він виглядав приблизно так:
[Desktop Entry]
Comment=
Terminal=false
Name=LinuxCNC
Exec=sh -c "linuxcnc $HOME/linuxcnc/configs/<machine_name>/<machine_name>.ini"
Type=Application
Icon=/usr/share/pixmaps/linuxcncicon.pngЯкщо користувач хоче, щоб вікно терміналу відкривалося позаду вікна графічного інтерфейсу, змініть рядок терміналу на:
Terminal=trueВідображення терміналу може бути зручним для повідомлень про помилки та інформації.
7.5. Файли QtPlasmaC
Після успішної інсталяції QtPlasmaC у каталозі конфігурації створюються такі файли:
| Ім’я файлу | Функція |
|---|---|
<machine_name>.ini |
Файл конфігурації для машини. |
<machine_name>.hal |
HAL для машини. |
<machine_name>.prefs |
Файл конфігурації для специфічних параметрів та налаштувань QtPlasmaC. |
custom.hal |
HAL-файл для налаштування користувачем. |
custom_postgui.hal |
HAL-файл для налаштування користувача, який запускається після ініціалізації графічного інтерфейсу. |
shutdown.hal |
HAL-файл, який запускається під час послідовності завершення роботи. |
tool.tbl |
Таблиця інструментів, що використовується для зберігання інформації про зміщення додаткових інструментів (писець тощо), що використовуються конфігурацією QtPlasmaC. |
qtplasmac |
Посилання на каталог, що містить поширені файли підтримки QtPlasmaC. |
резервна копія |
Директорія для резервних копій конфігураційних файлів. |
|
Note
|
<machine_name> – це будь-яке ім’я, яке користувач ввів у поле «Ім’я машини» програми майстра налаштування. |
|
Note
|
Користувацькі команди дозволені у файлах custom.hal та custom_postgui.hal, оскільки вони не перезаписуються під час оновлень. |
Після першого запуску нової конфігурації в каталозі конфігурації будуть створені такі файли:
| Ім’я файлу | Функція |
|---|---|
<machine_name>_material.cfg |
Файл для зберігання налаштувань матеріалу з розділу MATERIAL вкладки PARAMETERS. |
update_log.txt |
Файл для зберігання журналу основних оновлень. |
qtvcp.prefs |
Файл, що містить налаштування QtVCP. |
qtplasmac.qss |
Файл, що зберігає таблицю стилів для поточного завантаженого сеансу QtPlasmaC. |
|
Note
|
Конфігураційні файли (<machine_name>.ini та <machine_name>.hal), які створюються майстром конфігурації, містять пояснення вимог, що полегшують ручне редагування цих конфігурацій. Їх можна редагувати за допомогою будь-якого текстового редактора. |
|
Note
|
Файл <назва_машини>.prefs є звичайним текстом і може бути редагуваний у будь-якому текстовому редакторі. |
7.6. INI-файл
QtPlasmaC має деякі специфічні змінні файлу <назва_машини>.ini, а саме:
[FILTER] Розділ
Ці змінні є обов’язковими.
PROGRAM_EXTENSION = .ngc,.nc,.tap G-code File (*.ngc, *.nc, *.tap) ngc = qtplasmac_gcode nc = qtplasmac_gcode tap = qtplasmac_gcode
[RS274NGC] Розділ
Ці змінні є обов’язковими.
RS274NGC_STARTUP_CODE = G21 G40 G49 G80 G90 G92.1 G94 G97 M52P1 SUBROUTINE_PATH = ./:../../nc_files USER_M_PATH = ./:../../nc_files
|
Note
|
для імперської конфігурації замініть G21 вище на G20. |
|
Note
|
Обидва вищезазначені шляхи показують мінімальні вимоги. |
|
Important
|
ДИВ. PATH TOLERANCE ДЛЯ ІНФОРМАЦІЇ ПРО RS274NGC_STARTUP_CODE, ПОВ’ЯЗАНУ З G64. |
[HAL] Розділ
Ці змінні є обов’язковими.
HALUI = halui (обов'язково) HALFILE = _<machine_name>_.hal (файл HAL машини) HALFILE = plasmac.tcl (стандартний файл HAL QtPlasmaC) HALFILE = custom.hal (користувацькі команди HAL) POSTGUI_HALFILE = postgui_call_list.hal (обов'язково) SHUTDOWN = shutdown.hal (команди HAL для вимкнення)
|
Note
|
Користувач може розміщувати власні команди HAL у файлі custom.hal, оскільки цей файл не перезаписується оновленнями QtPlasmaC. |
[DISPLAY] Розділ
Ця змінна є обов’язковою.
DISPLAY = qtvcp qtplasmac (використовувати роздільну здатність 16:9) = qtvcp qtplasmac_9x16 (використовувати роздільну здатність 9:16) = qtvcp qtplasmac_4x3 (використовувати роздільну здатність 4:3)
Тут описано кілька варіантів QtVCP: Налаштування INI-файлу QtVCP
Наприклад, наступний код запустить екран QtPlasmaC з роздільною здатністю 16:9 у повноекранному режимі:
DISPLAY = qtvcp -f qtplasmac
[TRAJ] Розділ
Ця змінна є обов’язковою.
SPINDLES = 3
[AXIS_X] Розділ
Ці змінні є обов’язковими.
MAX_VELOCITY = подвоїти значення у відповідному суглобі MAX_ACCELERATION = подвоїти значення у відповідному суглобі OFFSET_AV_RATIO = 0.5
[AXIS_Y] Розділ
Ці змінні є обов’язковими.
MAX_VELOCITY = подвоїти значення у відповідному суглобі MAX_ACCELERATION = подвоїти значення у відповідному суглобі OFFSET_AV_RATIO = 0.5
[AXIS_Z] Розділ
Ці змінні є обов’язковими.
MIN_LIMIT = трохи нижче верхньої частини планок столу MAX_VELOCITY = подвоїти значення у відповідному суглобі MAX_ACCELERATION = подвоїти значення у відповідному суглобі OFFSET_AV_RATIO = 0.5
|
Note
|
За винятком різання труб з кутовою віссю A, B або C, QtPlasmaC використовує функцію зовнішніх зміщень LinuxCNC для всіх рухів осі Z, а також для переміщення осі X та/або Y для заміни витратних матеріалів або відновлення різання під час паузи. Для отримання додаткової інформації про цю функцію, будь ласка, прочитайте External Axis Offsets в документації LinuxCNC. |
8. Огляд графічного інтерфейсу QtPlasmaC
У наступних розділах буде надано загальний огляд макета QtPlasmaC.
8.1. Вихід з QtPlasmaC
Вихід з QtPlasmaC або його завершення здійснюється одним із таких способів:
-
Натисніть кнопку закриття вікна в рядку заголовка вікна
-
Тривало натисніть кнопку ЖИВЛЕННЯ на вкладці MAIN (ОСНОВНЕ).
Попередження про завершення роботи можна відображати під час кожного завершення роботи, якщо встановити прапорець Попередження про вихід на вкладці вкладка НАЛАШТУВАННЯ.
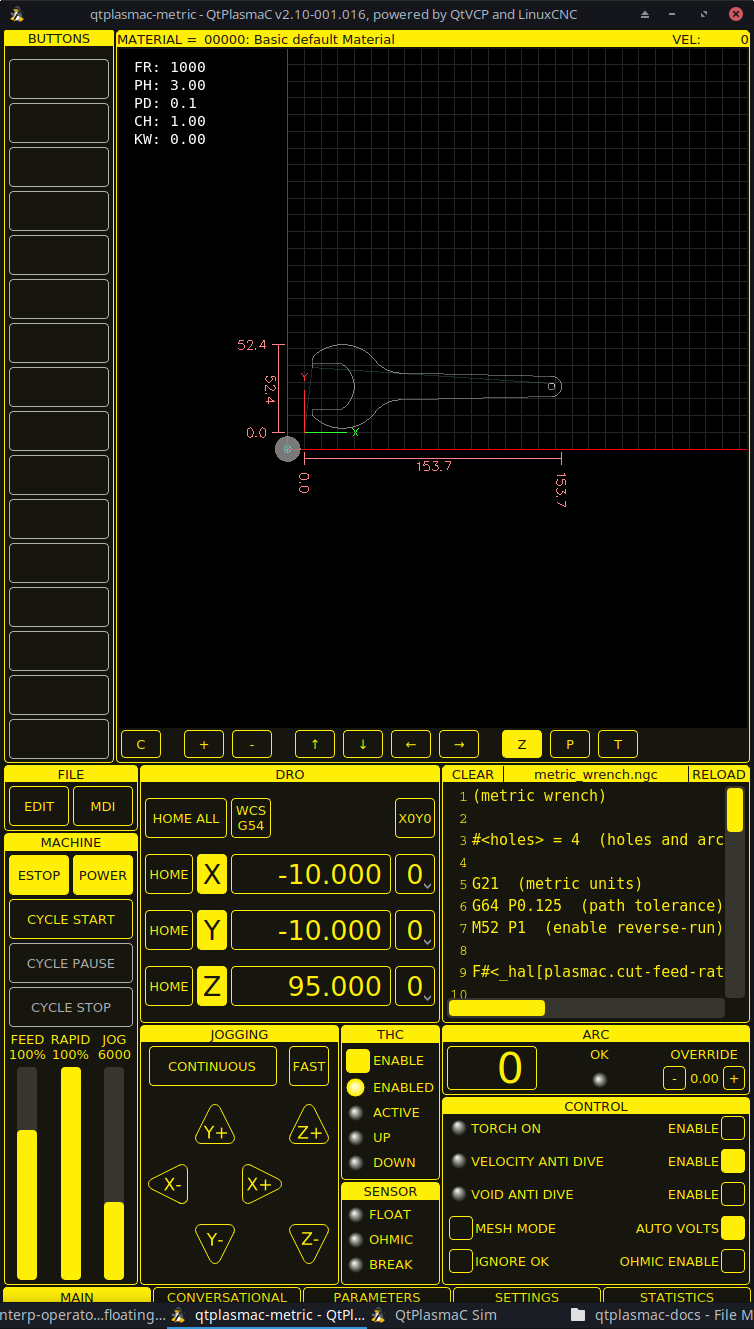
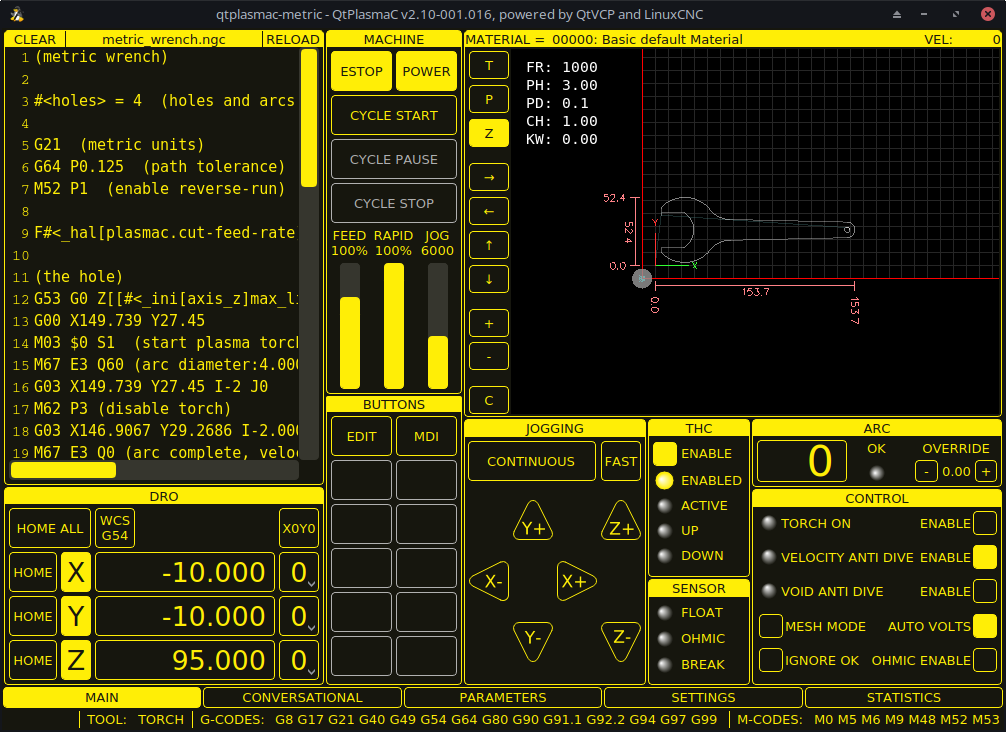
8.2. ГОЛОВНА вкладка
Приклад знімка екрана вкладки QtPlasmaC MAIN у співвідношенні сторін 16:9:
Деякі функції/можливості використовуються лише для певних режимів і не відображаються, якщо вони не потрібні для вибраного режиму QtPlasmaC.
| Ім’я | Опис |
|---|---|
Матеріал |
Верхній заголовок у цій області є клікабельним і відкриває випадаюче меню. Воно використовується для ручного вибору поточних параметрів різання матеріалу. Якщо у файлі матеріалів немає матеріалів, то буде відображатися тільки матеріал за замовчуванням. |
НУ: |
Відображає поточну швидкість подачі столу, включаючи як швидкі, так і ріжучі рухи. Під час різання, якщо активна функція Зниження швидкості, ця мітка оновлюється, щоб відобразити відсоток від початкової швидкості подачі, що використовується. Наприклад, «VEL@20%:» означає, що стіл ріже зі швидкістю 20% від запрограмованої швидкості подачі — зниження на 80%. |
FR: |
Якщо на вкладці вкладці НАЛАШТУВАННЯ вибрано опцію «Переглянути матеріал», це відображає швидкість подачі для поточного вибраного матеріалу. |
PH: |
Якщо на вкладці SETTINGS вибрано опцію «Переглянути матеріал», буде відображено висоту проколу для поточного вибраного матеріалу. |
PD: |
Якщо на вкладці SETTINGS вибрано опцію «Переглянути матеріал», це відображає затримку проколювання для поточного вибраного матеріалу. |
CH: |
Якщо на вкладці вкладці НАЛАШТУВАННЯ вибрано опцію «Переглянути матеріал», буде відображено висоту різу для поточного вибраного матеріалу. |
CA: |
Якщо на вкладці вкладці НАЛАШТУВАННЯ вибрано опцію «Переглянути матеріал» і зв’язок RS485 увімкнено, відображається сила струму різання для поточного вибраного матеріалу. |
T |
Ця кнопка змінює preview на повний табличний вигляд зверху вниз. |
P |
Ця кнопка змінює preview на ізометричний вигляд. |
Z |
Ця кнопка змінює preview на вигляд зверху вниз. |
→ |
Ця кнопка переміщує preview праворуч. |
← |
Ця кнопка переміщує preview ліворуч. |
↑ |
Ця кнопка переміщує preview вгору. |
↓ |
Ця кнопка перегортає preview вниз. |
+ |
Ця кнопка масштабує preview. |
- |
Ця кнопка масштабує preview. |
C |
Ця кнопка очищує графік у реальному часі. |
| Ім’я | Опис |
|---|---|
ЕСТІЙ |
Встановлення типу Estop = 0 у розділі [GUI_OPTIONS] файлу <machine_name>.prefs змінить цю кнопку на індикатор стану апаратного аварійного вимкнення. Це стандартна поведінка. |
ПОТУЖНІСТЬ |
Ця кнопка вмикає графічний інтерфейс користувача і дозволяє QtPlasmaC/LinuxCNC керувати апаратним забезпеченням. |
ПОЧАТОК ЦИКЛУ |
Ця кнопка запускає цикл для будь-якого завантаженого файлу G-коду. |
ЦИКЛ ПАУЗА |
Ця кнопка призупиняє цикл для будь-якого завантаженого файлу G-коду. |
ЗУПИНКА ВЕЛОСИПЕДУ |
Ця кнопка зупиняє будь-який цикл, що активно виконується або призупинений. |
КОРМИ |
Цей повзунок замінює швидкість подачі для всіх рухів подачі. |
ШВИДКИЙ |
Цей повзунок замінює швидкість для всіх швидких переміщень. |
JOG |
Цей повзунок встановлює швидкість поштовхового переміщення. |
Панель кнопок містить кнопки, корисні для роботи пристрою.
Кнопки EDIT та MDI є постійними, всі інші кнопки програмуються користувачем у файлі <machine_name>.prefs.
Див. custom user buttons для отримання детальної інформації про користувацькі кнопки.
| Ім’я | Опис |
|---|---|
РЕДАГУВАТИ |
Ця кнопка відкриває редактор G-коду для поточної завантаженої програми. |
MDI |
Ця кнопка переводить QtPlasmaC у режим ручного введення даних (MDI), в якому над вікном G-коду відображається ІСТОРІЯ MDI та поле введення. |
ОМІЧНИЙ ТЕСТ |
Ця кнопка вмикає вихідний сигнал «Ohmic Probe Enable» (Увімкнути омічний зонд), і якщо вхід омічного зонда спрацьовує, на панелі SENSOR (СЕНСОР) загоряється світлодіодний індикатор. |
ТЕСТ ЗОНДА |
Ця кнопка ініціює Probe Test. |
ОДИНАРНИЙ РІЗ |
Ця кнопка відкриє діалогове вікно для запуску автоматичного Одинарний розріз. |
ЗВИЧАЙНИЙ РІЗ |
Ця кнопка перемикатиметься між Cut-types (NORMAL CUT та PIERCE ONLY). |
ІМПУЛЬС ФАКЕЛУ |
Ця кнопка ініціює Імпульс пальника. |
| Ім’я | Режими | Опис |
|---|---|---|
Напруга дуги |
0, 1 |
Відображає фактичну напругу дуги. |
OK |
0, 1, 2 |
Показує стан сигналу «Дуга в порядку». |
+ |
0, 1 |
Кожне натискання цієї кнопки збільшуватиме цільову напругу на величину порогової напруги THC (змінена відстань буде дорівнювати Висоті на вольт * Порогова напруга THC). |
- |
0, 1 |
Кожне натискання цієї кнопки знижуватиме цільову напругу на величину порогової напруги THC (змінена відстань буде дорівнювати Висоті на вольт * Порогова напруга THC). |
ЗАМІНИТИ |
0, 1 |
Клацання на цю мітку поверне будь-яке значення напруги до 0,00. |
| Ім’я | Режими | Опис |
|---|---|---|
ФАКЕЛ УВІМКНЕНО |
0, 1, 2 |
Вказує стан вихідного сигналу «Пальник увімкнено». |
УВІМК. ФАКЕЛ |
0, 1, 2 |
Це поле перемикає між увімкненням і вимкненням пальника. |
ШВИДКІСТЬ ANTI DIVE |
0, 1, 2 |
Вказує на те, що THC заблоковано на поточній висоті через те, що швидкість різання впала нижче відсотка порогу швидкості проти занурення (VAD), встановленого на PARAMETERS Tab. |
УВІМКНЕННЯ ЗАХИСТУ ВІД ЗАНЯТТЯ ПРОТИ ЗАНУРЮВАННЯ |
0, 1, 2 |
Це поле перемикається між увімкненням та вимкненням функції захисту від занурення (VELOCITY ANTI DIVE). |
VOID ANTI DIVE |
0, 1 |
Вказує на те, що THC заблоковано через виявлення порожнечі. |
УВІМКНЕННЯ ЗАХИСТУ ВІД ЗАНУРЮВАННЯ VOID |
0, 1 |
Це поле перемикається між увімкненням та вимкненням функції захисту від занурення VOID. |
РЕЖИМ СІТКИ |
0, 1, 2 |
Цей прапорець увімкне або вимкне Mesh Mode для різання розширеного металу. Цей прапорець можна увімкнути або вимкнути в будь-який момент під час звичайного різання. |
АВТОВОЛЬТИ |
0, 1 |
Це поле вмикає або вимикає Auto Volts. |
ІГНОРУВАТИ ОК |
0, 1, 2 |
Цей прапорець визначає, чи ігноруватиме QtPlasmaC сигнал Arc OK.
Цей прапорець можна ввімкнути або вимкнути в будь-який момент під час звичайного різання.
Крім того, цей режим можна ввімкнути або вимкнути за допомогою відповідних кодів M у запущеній програмі. |
Омічний зонд |
0, 1, 2 |
Це поле вмикає або вимикає вхід омічного зонда. |
RS485 |
0, 1, 2 |
Це поле вмикає або вимикає зв’язок з PowerMax.
Ця кнопка видима лише тоді, коли в розділі |
Статус |
0, 1, 2 |
Коли комунікації PowerMax увімкнені, на екрані відображатиметься одне з наступних повідомлень: |
| Ім’я | Опис |
|---|---|
З ПОПЛАТОЮ |
Показує, що поплавковий вимикач активовано. |
ОМІК |
Означає, що зонд виявився на матеріалі. |
ПЕРЕРВА |
Вказує на те, що датчик відриву пальника активовано. |
| Ім’я | Опис |
|---|---|
ENABLE |
Це поле визначає, чи буде THC увімкнено чи вимкнено під час різання. |
УВІМКНЕНО |
Цей світлодіодний індикатор показує, чи THC увімкнено чи вимкнено. |
АКТИВНИЙ |
Цей світлодіод вказує на те, що THC активно керує віссю Z. |
ВГОРУ |
Цей світлодіод показує, що контролер кульшового супорта (THC) дає команду осі Z на підйом. |
ВНИЗ |
Цей світлодіод показує, що контролер кульшового суглоба (THC) дає команду осі Z опуститися. |
|
Note
|
БІГ ТІЧКІВ Під час паузи в русі цей розділ стане CUT RECOVERY |
| Ім’я | Опис |
|---|---|
БЕЗПЕРЕРВНИЙ |
Ця кнопка з випадаючого списку змінюватиме крок поштовху. Параметри визначаються значеннями в розділі [DISPLAY] файлу <назва_машини>.ini та починаються з мітки "INCREMENTS =". |
ШВИДКО |
Ця кнопка перемикатиметься між ШВИДКОЮ, що є лінійною швидкістю за замовчуванням у файлі <назва_машини>.ini, та ПОВІЛЬНОЮ, що становить 10% від значення за замовчуванням. |
Y+ |
Ця кнопка переміщує вісь Y у позитивному напрямку. |
Y- |
Ця кнопка переміщує вісь Y у негативному напрямку. |
X+ |
Ця кнопка переміщує вісь X у позитивному напрямку. |
X- |
Ця кнопка переміщує вісь X у негативному напрямку. |
Z+ |
Ця кнопка переміщує вісь Z у позитивному напрямку. |
Z- |
Ця кнопка переміщує вісь Z у негативному напрямку. |
|
Note
|
ВІДНОВЛЕННЯ РІЗІВ Під час паузи руху ця секція буде відображатися у верхній частині панелі JOGGING. У наступній секції буде розглянуто кожну кнопку, що міститься на цій панелі. Детальний опис функції відновлення після розриву див. у розділі CUT RECOVERY. |
| Ім’я | Опис |
|---|---|
ПОВЗУНЕЦЬ ПОДАЧІ РУХУ НА ПАУЗІ |
У разі призупинення програми цей інтерфейс дозволяє руху по осях X/Y слідувати запрограмованому шляху в зворотному або прямому напрямку. |
КОРМИ |
Це відображає швидкість подачі призупиненого руху. |
REV |
У разі призупинення програми ця кнопка перемістить верстат у зворотному напрямку по запрограмованому шляху, доки він не досягне останньої команди M3, яка була виконана або яку QtPlasmaC намагався виконати перед призупиненням програми. |
FWD |
У разі призупинення програми ця кнопка переміщуватиме машину вперед по запрограмованому шляху на невизначений термін до кінця програми, пропускаючи команди M3. |
СКАСУВАТИ ПЕРЕМІЩЕННЯ |
Ця кнопка скасує будь-який рух відновлення різання, що був виконаний, і поверне пальник у положення, з якого було розпочато рух відновлення різання. |
РУХ x.xxx |
Це показує величину переміщення, яке відбуватиметься при кожному натисканні клавіші зі стрілкою, у напрямку, в якому була натиснута клавіша зі стрілкою. |
СТРІЛКИ НАПРЯМКУ |
Ці кнопки переміщуватимуть пальник у напрямку, вказаному на відстань, що дорівнює одній ширині різу (поточного вибраного матеріалу) за одне натискання. |
| Ім’я | Опис |
|---|---|
ЧИСТО |
Ця кнопка очистить поточну відкриту програму. |
ВІДКРИТИ |
Ця кнопка відкриє панель ВІДКРИТТЯ ФАЙЛУ поверх ВІКНА ПОПЕРЕДНЬОГО ПЕРЕГЛЯДУ. |
ПЕРЕЗАВАНТАЖИТИ |
Ця кнопка перезавантажить поточний завантажений файл G-коду. |
| Ім’я | Опис |
|---|---|
ДОМАШНЯ СТОРІНКА ВСІ |
Ця кнопка перемістить усі осі у вихідне положення в порядку, встановленому параметром HOME_SEQUENCE у файлі <machine_name>.ini. |
WCS G54 |
Ця кнопка випадаючого списку змінить поточне зміщення робочої точки. |
КАМЕРА |
Ця кнопка відображає панель CAMVIEW у верхній частині вікна PREVIEW WINDOW і дозволяє користувачеві встановити початок координат з обертанням або без нього. Детальні інструкції див. у розділі CAMERA section. Ця кнопка не буде видима, доки в файлі <machine_name>.prefs не буде встановлено зміщення CAMERA. |
ЛАЗЕР |
Ця кнопка дозволяє користувачеві використовувати лазер для встановлення початку координат з обертанням або без нього. Детальні інструкції див. у розділі LASER. Ця кнопка не буде видима, доки в файлі <machine_name>.prefs не буде встановлено зміщення LASER. |
X0 Y0 |
Ця кнопка встановить поточну позицію на X0 Y0. |
ГОЛОВНА [AXIS] |
Ця кнопка перемістить відповідну вісь до вихідного положення. |
0 [AXIS] |
Ця кнопка випадаючого меню відображає наступні опції: |
8.3. Попередній перегляд
Екран попереднього перегляду QtPlasmaC має можливість перемикатися між різними режимами перегляду та відображеннями, а також збільшувати та зменшувати масштаб, а також панорамувати по горизонталі та вертикалі.
Під час першого запуску QtPlasmaC, вигляд Z (зверху вниз) буде вибрано як вигляд за замовчуванням для завантаженого файлу G-коду, але відображатиметься повний табличний вигляд.
Після завантаження файлу G-коду дисплей зміниться на вибраний вигляд.
Якщо файл G-коду не завантажено, автоматично відображатиметься повна таблиця незалежно від того, який вигляд наразі вибрано (підсвічена кнопка, що позначає наразі вибраний вигляд, не змінюватиметься).
Якщо відображається повна таблиця через те, що файл G-коду не завантажено, і користувач бажає змінити орієнтацію перегляду, натискання клавіші Z або P змінить відображення на новообраний перегляд. Якщо користувач бажає відобразити повну таблицю, зберігаючи поточний обраний перегляд як перегляд за замовчуванням для завантаженого файлу G-коду, натискання клавіші CLEAR дозволить це зробити і зберегти обрану орієнтацію перегляду для наступного завантаження файлу G-коду.
8.4. РОЗМОВНА вкладка
Приклад знімка екрана вкладки QtPlasmaC CONVERSATIONAL у співвідношенні сторін 16:9:
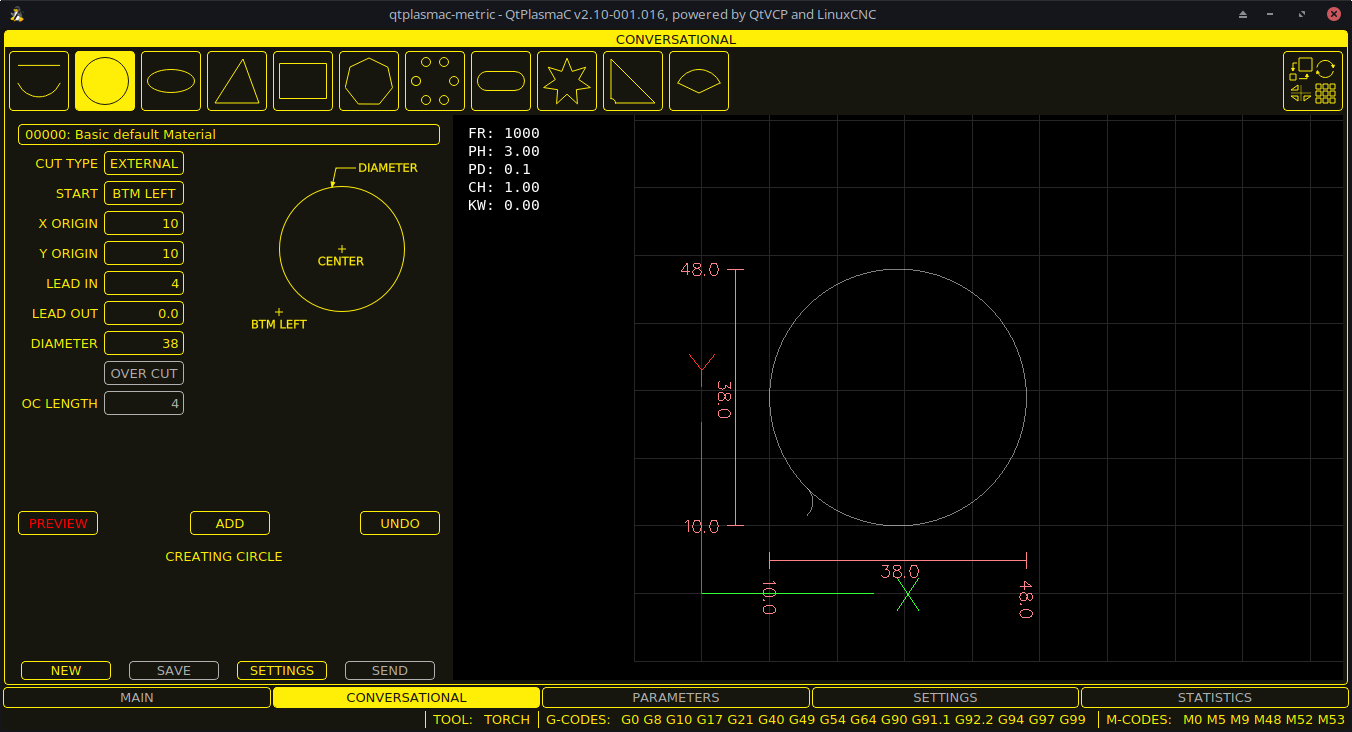
Вкладка CONVERSATIONAL дозволяє користувачеві швидко програмувати різні прості форми для швидкого різання без необхідності використання програмного забезпечення CAM.
Див. Розмовна бібліотека фігур для отримання детальної інформації про функцію «Розмовний режим».
Цю вкладку можна приховати, щоб оператор не міг користуватися функцією розмови. Це можна зробити, підключивши контакт до фізичного ключового перемикача або подібного пристрою, або ж налаштувати в файлі HAL за допомогою такої команди:
setp qtplasmac.conv_disable 1
8.5. Вкладка ПАРАМЕТРИ
Приклад знімка екрана вкладки QtPlasmaC PARAMETERS у співвідношенні сторін 16:9:

Деякі функції/можливості використовуються лише для певних режимів і не відображаються, якщо вони не потрібні для вибраного режиму QtPlasmaC.
Ця вкладка використовується для відображення параметрів конфігурації, які рідко змінюються.
Цю вкладку можна приховати, щоб налаштування машини не могли бути змінені сторонніми особами. Це можна зробити, підключивши контакт до фізичного ключового вимикача або подібного пристрою, або ж налаштувати в файлі HAL за допомогою такої команди:
setp qtplasmac.param_disable 1
| Ім’я | Режими | Опис |
|---|---|---|
Таймер запуску при збої |
0, 1, 2 |
Це встановлює час (у секундах), який QtPlasmaC чекатиме між командою "Увімкнення пальника" та отриманням сигналу "Дуга в порядку", перш ніж спрацює тайм-аут та відобразиться повідомлення про помилку. |
Макс. кількість запусків |
0, 1, 2 |
Це встановлює кількість спроб QtPlasmaC запустити дугу. |
Затримка повторної спроби |
0, 1, 2 |
Це встановлює час (у секундах) між збоєм дуги та наступною спробою запалювання дуги. |
Шкала напруги |
0, 1 |
Це встановлює шкалу вхідної напруги дуги та використовується для відображення правильної напруги дуги. |
Зсув напруги |
0, 1 |
Це встановлює зміщення напруги дуги та використовується для відображення нульового значення напруги, коли на вході немає напруги дуги. |
Висота на вольт |
0, 1, 2 |
Це встановлює відстань, на яку потрібно перемістити пальник, щоб змінити напругу дуги на один вольт. |
Високі вольти |
0 |
Це встановлює поріг напруги, нижче якого сигнал «Дуга в порядку» є дійсним. |
Низький вольт |
0 |
Це встановлює поріг напруги, вище якого сигнал «Дуга в порядку» є дійсним. |
|
Note
|
При встановленні значень OK Low Volts і OK High Volts в режимі 0, напруга відсічення стабільної дуги повинна бути більшою за значення OK Low Volts, але меншою за значення OK High Volts, щоб QtPlasmaC отримав дійсний сигнал Arc OK. Для більшої зрозумілості: щоб отримати дійсний сигнал Arc OK, напруга дуги повинна знаходитися між цими двома межами. |
| Ім’я | Опис |
|---|---|
Подорожі на плаву |
Це встановлює величину переміщення поплавкового вимикача перед завершенням роботи ланцюга поплавкового вимикача. Цю відстань можна виміряти за допомогою кнопки Probe Test (Тест зонда) та методу, описаного в розділі Початкова настройка. |
Швидкість зонда |
Це встановлює швидкість, з якою пальник буде зондувати матеріал після досягнення висоти зонда. |
Висота зонда |
Це встановлює висоту над мінімальною межею осі Z, з якої починається швидкість зонда. Див. діаграму Heights Diagram для візуального представлення. |
Омічне зміщення |
Це встановлює відстань над матеріалом, на яку має пройти пальник після успішного омічного зондування. Це в основному використовується для компенсації високих швидкостей зондування. |
Омічні повторні спроби |
Це встановлює кількість разів, коли QtPlasmaC повторно спробує спрацювати через несправний омічний зонд, перш ніж повернутися до поплавкового вимикача для виявлення матеріалу. |
Пропустити IHS |
Це встановлює поріг відстані, який використовується для визначення того, чи можна пропустити початкове вимірювання висоти (зонд) для поточного розрізу, див. IHS Skip. |
Швидкість зміщення |
Це встановлює швидкість, з якою зонд рухатиметься до положення зміщення по осях X та Y. |
|
Note
|
Якщо час між контактом пальника з матеріалом і моментом, коли пальник піднімається і зупиняється на висоті проколювання, здається надмірним, див. розділ «Плазма: зондування, зондування» для можливого вирішення. |
| Ім’я | Опис |
|---|---|
Безпечна висота |
Це встановлює висоту над матеріалом, на яку пальник відсунеться перед виконанням швидких рухів. |
| Ім’я | Опис |
|---|---|
Затримка активації |
Це встановлює затримку (у секундах) від моменту отримання команди маркера до його активації. Це дозволяє маркеру досягти поверхні матеріалу перед його активацією. |
Затримка |
Це встановлює затримку (у секундах), щоб механізм розмітки міг запуститися перед початком руху. |
| Ім’я | Опис |
|---|---|
Поріг |
Це встановлює напругу дуги, за якої почнеться таймер затримки. |
Час увімкнення |
Це встановлює час (у мілісекундах), протягом якого пальник увімкнений після досягнення порогового значення напруги. |
| Ім’я | Опис |
|---|---|
Зсув по осі X |
Переміщує точку проколювання на цю відстань вздовж осі X під час проколювання в режимі «Тільки проколювання». |
Зсув по осі Y |
Переміщує точку проколювання на цю відстань вздовж осі Y під час проколювання в режимі «Тільки проколювання». |
| Ім’я | Опис |
|---|---|
Швидкість налаштування |
Швидкість осі Z для переміщень налаштування (переміщення до висоти зонда, висоти проколу, висоти різання тощо). |
|
Note
|
Швидкість налаштування не впливає на швидкість THC, яка здатна досягти швидкості, що відображається в полі Макс. швидкість. |
| Ім’я | Режими | Опис |
|---|---|---|
Затримка |
0, 1, 2 |
Це встановлює затримку (у секундах), що вимірюється від моменту отримання сигналу «Дуга в порядку» до активації контролера висоти пальника (THC). Ця функція доступна лише тоді, коли автоматичний THC не ввімкнено. |
Кількість зразків |
0, 1 |
Це встановлює кількість послідовних показників напруги дуги в межах порогового значення вибірки THC, необхідних для активації контролера висоти пальника (THC). Ця функція доступна лише тоді, коли ввімкнено автоматичний THC. |
Поріг вибірки |
0, 1 |
Це встановлює максимальне відхилення напруги, дозволене для підрахунку зразків THC. Це доступно лише тоді, коли ввімкнено автоматичний THC. |
Поріг |
0, 1 |
Це встановлює допустиме відхилення напруги від цільової напруги, перш ніж THC здійснить рухи для корекції висоти пальника. |
Швидкість (PID-P) |
0, 1, 2 |
Це встановлює пропорційне підсилення для контуру PID-регулятора THC. Це приблизно дорівнює тому, як швидко THC намагається виправити зміни висоти. |
ЯКИЙ поріг |
0, 1, 2 |
(Запобігання зануренню швидкості) Встановлює відсоток поточної швидкості подачі різання, до якого верстат може сповільнитися, перш ніж заблокувати різак різання, щоб запобігти зануренню пальника. |
Порожній схил |
0, 1 |
(Захист від несправності) Встановлює розмір зміни напруги різання за секунду, необхідної для блокування THC, щоб запобігти зануренню пальника (вищі значення потребують більшої зміни напруги для блокування THC). |
PID-I |
0, 1 |
Це встановлює інтегральне підсилення для контуру PID-регулятора THC. Інтегральне підсилення пов’язане із сумою помилок у системі з плином часу та не завжди потрібне. |
PID-D |
0, 1 |
Це встановлює коефіцієнт похідної підсилення для контуру PID-регулятора THC. Коефіцієнт похідної працює для гасіння системних коливань та зменшення коливань надмірної корекції і не завжди потрібен. |
Доступні два методи активації THC, які вибираються за допомогою кнопки Автоматична активація. Обидва методи починають обчислення, коли поточна швидкість пальника відповідає швидкості подачі різання, заданій для вибраного матеріалу:
-
Затримка активації (за замовчуванням) вибрано, коли не позначено параметр Автоматична активація. Цей метод використовує часову затримку, встановлену за допомогою параметра Затримка.
-
Автоматична активація вибирається, коли позначено опцію Автоматична активація. Цей метод визначає стабільність напруги дуги за допомогою параметрів Кількість зразків та Поріг зразка.
|
Note
|
Налаштування контуру PID є складним процесом і виходить за межі цього посібника користувача. Існує багато джерел інформації, які допоможуть зрозуміти та налаштувати контури PID. Якщо THC не вносить корективи достатньо швидко, рекомендується збільшувати коефіцієнт підсилення P невеликими кроками, доки система не почне працювати належним чином. Значне регулювання коефіцієнта підсилення P може призвести до надмірної корекції та коливань. |
Кнопка ЗБЕРЕГТИ збереже поточні відображені параметри у файлі <назва_машини>.prefs.
Кнопка RELOAD перезавантажить усі параметри з файлу <machine_name>.prefs.
| Ім’я | Опис |
|---|---|
Матеріал |
Верхнє випадаюче меню використовується для ручного вибору поточних параметрів різання матеріалу. Якщо у файлі матеріалів немає матеріалів, то буде відображатися лише матеріал за замовчуванням. |
Ширина виїмки |
Це встановлює ширину пропилу для вибраного матеріалу. Див. діаграму Heights Diagram для візуального представлення. |
Пірс Хайт |
Це встановлює висоту проколу для вибраного матеріалу. Див. діаграму Heights Diagram для візуального представлення. |
Пірс Затримка |
Це встановлює затримку проколювання (у секундах) для вибраного матеріалу. |
Висота зрізу |
Це встановлює висоту різу для вибраного матеріалу. Див. діаграму Heights Diagram для візуального представлення. |
Швидкість подачі різання |
Це встановлює швидкість подачі різання для вибраного матеріалу. |
Зменшення струму |
Це встановлює силу струму різання для вибраного матеріалу. |
Зрізані вольти |
Це встановлює напругу різання для вибраного матеріалу. |
Висота калюжі |
Виражається у відсотках від висоти проколу і встановлює висоту стрибка над розплавленою плямою для поточного вибраного матеріалу. |
Затримка через калюжу |
Це встановлює час (у секундах), протягом якого пальник залишатиметься на висоті P-Jump, перш ніж перейти до висоти різання. |
Пауза в кінці |
Це встановлює час (у секундах), протягом якого пальник залишатиметься увімкненим після завершення різання, перш ніж виконати команду M5 для вимкнення та підняття пальника. Докладнішу інформацію див. у розділі Пауза після завершення різання. |
Тиск газу |
Це налаштування встановлює тиск газу для вибраного матеріалу. |
Режим вирізання |
Це налаштування встановлює режим різання для вибраного матеріалу. |
|
Note
|
Дивіться розділ товсті матеріали для отримання додаткової інформації про стрибок калюжі. |
Кнопка ЗБЕРЕГТИ збереже поточний набір матеріалів у файлі <назва_машини>_material.cfg.
Кнопка RELOAD перезавантажить набір матеріалів з файлу <machine_name>_material.cfg.
Кнопка NEW (НОВИЙ) дозволяє додати новий матеріал до файлу матеріалів. Користувачеві буде запропоновано ввести номер матеріалу та його назву, всі інші параметри будуть зчитані з поточного вибраного матеріалу. Після введення даних QtPlasmaC перезавантажить файл матеріалів і відобразить новий матеріал. Потім необхідно буде налаштувати та зберегти параметри різання для нового матеріалу.
Кнопка DELETE використовується для видалення матеріалу. Після натискання на неї користувачеві буде запропоновано ввести номер матеріалу, який потрібно видалити, а потім ще раз підтвердити своє рішення. Після видалення файл матеріалу буде перезавантажено, а в списку, що розкривається, буде відображено матеріал за замовчуванням.
8.6. Вкладка НАЛАШТУВАННЯ
Приклад знімка екрана QtPlasmaC вкладка НАЛАШТУВАННЯ у співвідношенні сторін 16:9:
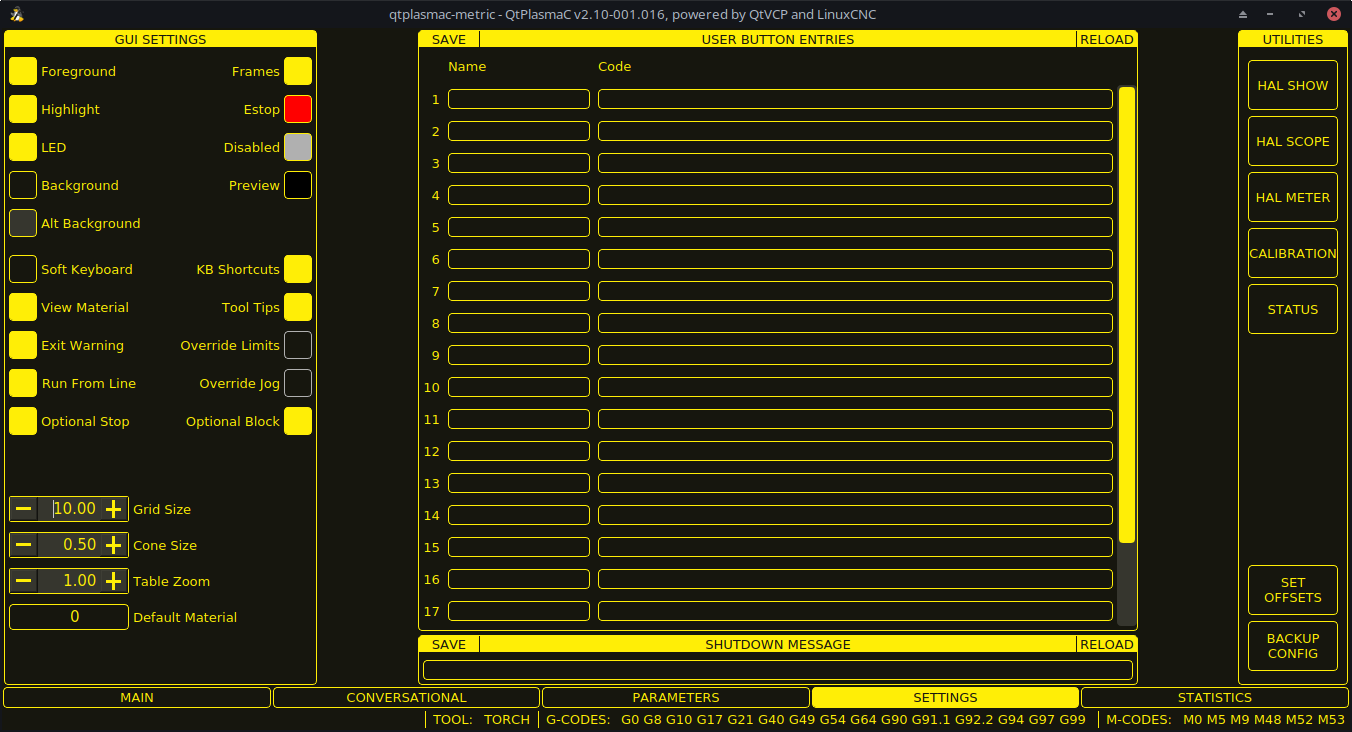
Ця вкладка використовується для відображення параметрів конфігурації графічного інтерфейсу, тексту кнопок та тексту вимкнення, які змінюються рідко, а також деяких кнопок утиліт.
Цю вкладку можна приховати, щоб налаштування машини не могли бути змінені сторонніми особами. Це можна зробити, підключивши контакт до фізичного ключового вимикача або подібного пристрою, або ж налаштувати в файлі HAL за допомогою такої команди:
setp qtplasmac.settings_disable 1
У цьому розділі показано параметри, що впливають на зовнішній вигляд та поведінку графічного інтерфейсу.
Щоб повернути будь-які зміни кольору до значень за замовчуванням, див. розділ Повернення до стилю за замовчуванням.
| Ім’я | Опис |
|---|---|
Передній план |
Ця кнопка дозволяє користувачеві змінювати колір переднього плану графічного інтерфейсу. |
Виділити |
Ця кнопка дозволяє користувачеві змінити колір підсвічування графічного інтерфейсу. |
LED |
Ця кнопка дозволяє користувачеві змінювати колір світлодіода графічного інтерфейсу. |
Фон |
Ця кнопка дозволяє користувачеві змінити колір фону графічного інтерфейсу. |
Альтернативний фон |
Ця кнопка дозволяє користувачеві змінити колір альтернативного фону графічного інтерфейсу. |
Рамки |
Ця кнопка дозволяє користувачеві змінювати колір рамок графічного інтерфейсу. |
Estop |
Ця кнопка дозволяє користувачеві змінити колір графічного інтерфейсу Estop. |
Відключено |
Ця кнопка дозволяє користувачеві змінити колір вимкнених функцій графічного інтерфейсу. |
Попередній перегляд |
Ця кнопка дозволяє користувачеві змінити колір фону вікна попереднього перегляду графічного інтерфейсу. |
М’яка клавіатура |
Цей перемикач дозволяє користувачеві вмикати або вимикати клавіатуру з м’яким сенсорним екраном. |
Скорочення бази знань |
Ця кнопка дозволяє користувачеві ввімкнути або вимкнути Keyboard Shortcuts у графічному інтерфейсі (наприклад, клавіші перемикання). |
Переглянути матеріал |
Ця кнопка дозволяє користувачеві вмикати або вимикати додавання візуального посилання, що показує основні налаштування різання матеріалу, до вікон попереднього перегляду вкладки MAIN та CONVERSATIONAL. |
Попередження про вихід |
Ця кнопка дозволяє користувачеві ввімкнути або вимкнути постійне відображення попередження під час вимкнення системи. |
Додаткова зупинка |
Цей перемикач дозволяє користувачеві вмикати або вимикати, чи буде запущена програма призупинятися після команди M1. |
Бігти від лінії |
Цей перемикач дозволяє користувачеві вмикати або вимикати Запуск з рядка. Якщо ввімкнено, користувач може клацнути на рядку G-коду та розпочати програму з цього рядка. |
Замінити обмеження |
Ця кнопка дозволяє користувачеві тимчасово замінити вхідні дані від кінцевого вимикача у випадку, якщо кінцевий вимикач спрацьовує під час роботи. Цю кнопку можна натиснути тільки тоді, коли спрацьовує кінцевий вимикач. |
Перевизначити поштовх |
Ця радіокнопка також дозволить поштовховий хід, коли поштовховий хід заборонено поплавковим вимикачем, вимикачем розриву або активацією омічного зонда. Цю кнопку можна натиснути, лише коли поштовховий хід заборонено. |
Додатковий блок |
Цей перемикач дозволяє користувачеві вмикати або вимикати пропускання рядків, що починаються з "/", якщо вони присутні у запущеній програмі. |
Розмір сітки |
Це дозволяє користувачеві змінювати розмір сітки у вікні попереднього перегляду на вкладці MAIN. Розмір сітки 0.0 вимкне сітку. |
Розмір конуса |
Це дозволяє користувачеві змінювати розмір конуса (який представляє поточний інструмент) у вікні попереднього перегляду на вкладці MAIN. |
Масштаб таблиці |
Це дозволяє користувачеві змінити рівень масштабування за замовчуванням для перегляду всієї таблиці зверху вниз у вікні попереднього перегляду на вкладці MAIN. |
У цьому розділі показано текст, який з’являється на Custom User Buttons, а також код, пов’язаний з кнопкою користувача. Кнопки користувача можна змінювати, а нові налаштування використовувати без перезапуску LinuxCNC.
Текст та/або код можна редагувати будь-коли та будуть завантажені готовими до використання, якщо натиснути кнопку ЗБЕРЕГТИ.
Видалення тексту Ім’я та Код призведе до приховування цієї кнопки користувача, якщо натиснути кнопку ЗБЕРЕГТИ.
Щоб повернути всі тексти Ім’я та Код до їхніх останніх збережених значень, натисніть кнопку ПЕРЕЗАГРУЗИТИ.
| Ім’я | Код |
|---|---|
Текст, який відображається на кнопці |
Код, який виконується при натисканні кнопки. |
|
Note
|
Доступно 20 кнопок користувача, але не всі з них можуть відображатися залежно від вікна. |
У цьому розділі показано текст, який відображається у діалоговому вікні завершення роботи, якщо увімкнено Попередження про вихід.
Текст можна редагувати будь-коли та буде завантажено готовим до використання, якщо натиснути кнопку ЗБЕРЕГТИ.
Щоб повернути текст ПОВІДОМЛЕННЯ ПРО ВИХІД до останнього збереженого значення, натисніть кнопку ПЕРЕЗАВАНТАЖИТИ.
Деякі стандартні утиліти LinuxCNC надаються як допомога в діагностиці проблем, які можуть виникнути:
Крім того, надаються такі дві утиліти, специфічні для QtPlasmaC:
Кнопка SET OFFSETS використовується, якщо стіл має лазер або камеру для вирівнювання листа, рисувальник або використовує зондування з зміщенням. Необхідні зміщення для цих периферійних пристроїв потрібно застосовувати, дотримуючись процедури, описаної в розділі Peripheral Offsets.
Кнопка BACKUP CONFIG (Резервне копіювання конфігурації) створить повну резервну копію конфігурації машини для архівування або для допомоги в діагностиці несправностей. Стисла резервна копія конфігурації машини буде збережена в домашньому каталозі користувача Linux. Ім’я файлу буде <machine_name><version><date>_<time>.tar.gz, де <machine_name> — це ім’я машини, введене в майстрі конфігурації, <version> — це поточна версія QtPlasmaC, яку використовує користувач, <date> — це поточна дата (РР-ММ-ДД), а <time> — поточний час (ГГ-ММ-СС).
Перед створенням резервної копії журнал машини буде збережено у файлі в каталозі конфігурації під назвою machine_log_<date>_<time>.txt, де <date> та <time> мають формат, описаний вище. Цей файл разом із п’ятьма попередніми журналами машини також буде включено до резервної копії.
Ці файли не потрібні для QtPlasmaC і їх можна безпечно видалити в будь-який час.
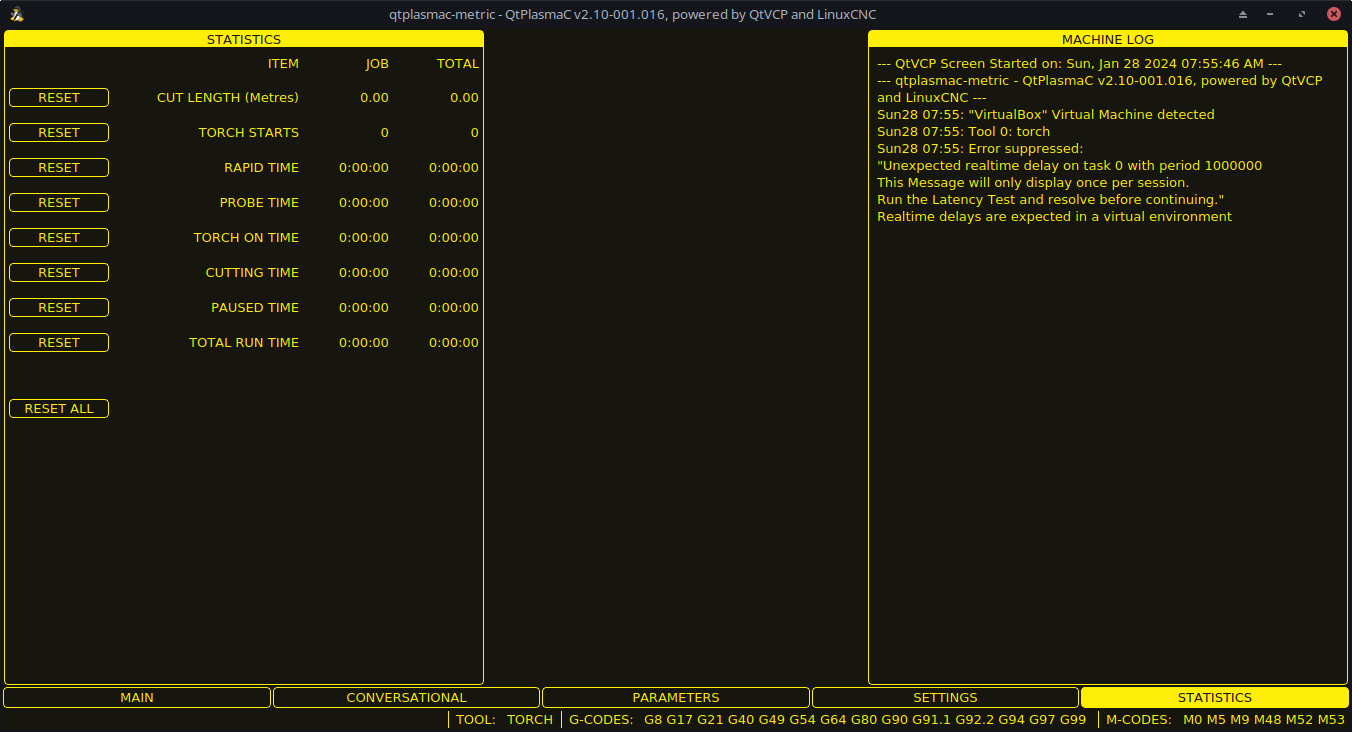
8.7. Вкладка СТАТИСТИКА
Вкладка STATISTICS Tab містить статистичні дані, що дозволяють відстежувати знос витратних матеріалів та час виконання завдань. Ці статистичні дані відображаються як для поточного завдання, так і для загального підсумку. Статистичні дані попередніх завдань скидаються після запуску наступної програми. Загальні значення можна скинути окремо, натиснувши відповідну кнопку «RESET», або всі разом, натиснувши «RESET ALL».
Панель RS485 PMX STATISTICS (СТАТИСТИКА RS485 PMX) відображається тільки в тому випадку, якщо користувач має комунікацію Hypertherm PowerMax і встановлено дійсне з’єднання RS485 з PowerMax. На цій панелі відображається час ARC ON TIME (ЧАС ДІЇ ДУГИ) для PowerMax у форматі hh:mm:ss.
ЖУРНАЛ МАШИНИ також відображається на вкладці STATISTICS Tab. Цей журнал відображає будь-які помилки та/або важливу інформацію, що виникають під час поточної сесії LinuxCNC. Якщо користувач створює резервну копію конфігурації з вкладки SETTINGS Tab, журнал машини також включається до резервної копії.
9. Використання QtPlasmaC
Після успішної інсталяції QtPlasmaC рух по осі Z не є обов’язковою частиною програми різання G-коду. Насправді, якщо в програмі різання присутні будь-які посилання на вісь Z, стандартна конфігурація QtPlasmaC видалить їх під час завантаження програми.
Для надійного використання QtPlasmaC користувачеві НЕ слід використовувати будь-які зміщення осі Z, окрім зміщень системи координат (G54-G59.3). З цієї причини зміщення G92 було вимкнено в усьому графічному інтерфейсі.
QtPlasmaC автоматично додасть рядок G-коду для переміщення осі Z на правильну висоту на початку кожної програми G-коду.
|
Note
|
Можна зберегти рух по осі Z для використання з різними інструментами, додавши магічний коментар #<keep-z-motion>=1. Якщо для tube cutting використовується кутова вісь A, B або C, то в файлі G-коду необхідний рух по осі Z. |
Інформація про версію - QtPlasmaC відображатиме інформацію про версію в заголовку головного вікна. Інформація буде відображатися наступним чином: «QtPlasmaC vN.XXX.YYY - powered by QtVCP on LinuxCNC vZ.Z.Z», де N - версія QtPlasmaC, XXX - версія компонента HAL (PlasmaC.comp), YYY - версія графічного інтерфейсу, а Z.Z.Z - версія LinuxCNC.
9.1. Системи одиниць
Усі налаштування та параметри в QtPlasmaC повинні бути в тих самих одиницях вимірювання, що й у файлі <machine_name>.ini, тобто метричних або імперських.
Якщо користувач намагається запустити файл G-коду, який знаходиться в системі «іншого» пристрою, то всі параметри, включаючи параметри файлу матеріалу, все одно повинні бути в одиницях виміру рідної машини. Будь-які подальші перетворення, необхідні для запуску файлу G-коду, будуть оброблятися автоматично програмою фільтрації G-коду.
Наприклад: якщо користувач мав метричну машину і хотів запустити файл G-коду, який був налаштований для різання матеріалу товщиною 1/4 дюйма з використанням імперських одиниць виміру (дюйм - G20), то користувач з метричною машиною повинен був переконатися, що номер матеріалу в файлі G-коду був встановлений на відповідний метричний матеріал, який потрібно різати, або що був створений новий матеріал з правильними метричними параметрами для метричного матеріалу, який потрібно різати. Якщо користувач метричної системи хоче вирізати файл G-коду, використовуючи імперський матеріал, то нові параметри матеріалу потрібно буде перетворити з імперських одиниць виміру в метричні під час їх введення.
9.2. Коди преамбули та постамбули
Наведені нижче строфи є мінімальними рекомендованими кодами для включення до преамбули та постамбули будь-якого файлу G-коду, який запускатиметься QtPlasmaC:
Метрика:
G21 G40 G49 G64p0.1 G80 G90 G92.1 G94 G97
Імперський:
G20 G40 G49 G64p0.004 G80 G90 G92.1 G94 G97
Детальний опис кожного G-коду можна знайти в документації за посиланням:../gcode/g-code.html[тут].
Зверніть увагу, що в цьому посібнику користувача міститься кілька додаткових рекомендацій щодо кодів, які доцільно додавати як до преамбули, так і до пост-амбули, залежно від функцій, які користувач бажає використовувати.
9.3. Обов’язкові коди
Окрім коду преамбули, коду пост-амбули та коду руху X/Y, єдиним обов’язковим синтаксисом G-коду для QtPlasmaC для запуску програми G-коду з використанням пальника для різання є M3 $0 S1 для початку різання та M5 $0 для закінчення різання.
Для забезпечення зворотної сумісності допускається використання M3 S1 замість M3 $0 S1 для початку операції різання та M5 замість M5 $0 для завершення операції різання. Зверніть увагу, що це стосується лише операцій різання, для операцій розмітки та нанесення точок обов’язковим є використання ідентифікатора інструменту $n.
9.4. Координати
Див. налаштування рекомендовані налаштування осі Z.
Кожного разу, коли запускається LinuxCNC (QtPlasmaC), необхідне спільне повернення в початкове положення. Це дозволяє LinuxCNC (QtPlasmaC) встановити відомі координати кожної осі та встановити м’які обмеження на значення, вказані у файлі <machine_name>.ini, щоб запобігти аварійному зупинці машини під час нормального використання.
Якщо машина не має перемикачів додому, то користувачеві потрібно переконатися, що всі осі знаходяться в домашніх координатах, зазначених у файлі <machine_name>.ini, перш ніж переміщуватися додому.
Якщо машина має перемикачі додому, то вона переміститься до вказаних координат додому, коли з’єднання будуть переведені додому.
Залежно від конфігурації верстата, буде або кнопка Home All (Повернути все додому), або кожну вісь потрібно буде перевести в початкове положення окремо. Використовуйте відповідну кнопку/кнопки для переведення верстата в початкове положення.
Як зазначено в розділі «plasma:initial-setup,Initial Setup» (плазма: початкова настройка, початкова настройка), при першому використанні QtPlasmaC рекомендується переконатися, що під паяльною лампою нічого немає, а потім перемістити вісь Z вниз, доки вона не зупиниться на мінімальному обмеженні вісі Z (MINIMUM_LIMIT), після чого натиснути 0 поруч із DRO вісі Z, щоб виконати «Touch Off» (дотик до нуля) з вибраною віссю Z, щоб встановити вісь Z на нульове зміщення. Це не потрібно повторювати.
Якщо користувач має намір розміщувати матеріал щоразу в одному і тому ж місці на столі, він може перемістити осі X і Y верстата у відповідне положення X0 Y0, встановлене програмним забезпеченням CAM, а потім виконати Touch Off (відключення) обох осей із нульовим зміщенням.
Якщо користувач має намір розмістити матеріал на столі випадковим чином, то перед запуском програми він повинен встановити осі X та Y у відповідній позиції.
9.5. Швидкість подачі різання
QtPlasmaC може зчитувати файл матеріалу для завантаження всіх необхідних параметрів різання. Щоб файл G-коду міг використовувати налаштування швидкості подачі різання з параметрів різання, використовуйте наступний код у файлі G-коду:
F#<_hal[plasmac.cut-feed-rate]>
Можна використовувати стандартне слово G-коду F для встановлення швидкості подачі різання наступним чином:
F 1000Якщо використовується слово F, а значення слова F не відповідає швидкості подачі різання вибраного матеріалу, то під час завантаження файлу G-коду з’явиться діалогове вікно попередження.
9.6. Файл матеріалу
Для обробки матеріалів використовується файл матеріалів, який був створений для конфігурації верстата під час запуску майстра конфігурації і дозволяє користувачеві зручно зберігати відомі налаштування матеріалів для легкого виклику вручну або автоматично за допомогою G-коду. Результуючий файл material file має назву <machine_name>_material.cfg.
QtPlasmaC не вимагає використання файлу матеріалу. Натомість користувач може вручну змінити параметри різання в розділі MATERIAL на вкладці PARAMETERS Tab. Також не обов’язково використовувати автоматичну зміну матеріалів. Якщо користувач не бажає використовувати цю функцію, він може просто опустити коди зміни матеріалів у файлі G-коду.
Також можливо не використовувати файл матеріалів та automatically load materials з файлу G-коду.
Номери матеріалів у файлі матеріалів не обов’язково мають бути послідовними, а також не обов’язково в числовому порядку.
Наведені нижче змінні є обов’язковими, і якщо під час завантаження файлу матеріалів будь-яка з них не знайдеться, з’явиться повідомлення про помилку.
-
PIERCE_HEIGHT
-
PIERCE_DELAY
-
CUT_HEIGHT
-
CUT_SPEED
|
Note
|
Якщо виконувати команду tube cutting з використанням магічного коментаря #<tube_cut>=1, то єдиною обов’язковою змінною є PIERCE_DELAY, усі інші змінні є необов’язковими. |
Наступні змінні є необов’язковими. Якщо вони не виявлені або їм не призначено значення, їм буде призначено значення 0, і повідомлення про помилку не з’явиться.
-
ІМ’Я
-
KERF_WIDTH
-
THC
-
PUDDLE_JUMP_HEIGHT
-
PUDDLE_JUMP_DELAY
-
CUT_AMPS
-
CUT_VOLTS
-
PAUSE_AT_END
-
GAS_PRESSURE
-
CUT_MODE
|
Note
|
Номери матеріалів 1000000 і вище зарезервовані для тимчасових матеріалів. |
|
Warning
|
Оператор несе відповідальність за забезпечення включення змінних, якщо вони є вимогою для виконання G-коду. |
Файл матеріалу використовує такий формат:
[MATERIAL_NUMBER_1] NAME = ім'я KERF_WIDTH = значення THC = значення (0 = вимкнено, 1 = увімкнено) ВИСОТА ПРОКОЛУ = значення ЗАПІЗНЕННЯ ПРОКОЛУ = значення ВИСОТА ПЕРЕХОДУ = значення ЗАПІЗНЕННЯ ПЕРЕХОДУ = значення ВИСОТА РІЗАННЯ = значення ШВИДКІСТЬ РІЗАННЯ = значення СИЛА СТРУМУ РІЗАННЯ = значення (тільки для інформації, якщо не ввімкнено зв'язок PowerMax) CUT_VOLTS = значення (тільки режими 0 і 1, якщо не використовується автоматичне зчитування напруги) PAUSE_AT_END = значення GAS_PRESSURE = значення (використовується тільки для зв'язку PowerMax) CUT_MODE = значення (використовується тільки для зв'язку PowerMax)
Можна додавати новий матеріал, видаляти матеріал або редагувати існуючий матеріал у вкладці PARAMETERS. Це також можна зробити за допомогою magic comments у файлі G-коду.
Файл матеріалу можна редагувати за допомогою текстового редактора під час роботи LinuxCNC. Після збереження змін натисніть Reload (Перезавантажити) у розділі MATERIAL (МАТЕРІАЛ) вкладки PARAMETERS Tab (плазма:вкладка параметрів,вкладка ПАРАМЕТРИ), щоб перезавантажити файл матеріалу.
9.7. Ручне оброблення матеріалів
Для ручного управління матеріалами користувач повинен вручну вибрати матеріал зі списку матеріалів у розділі MATERIAL (МАТЕРІАЛ) на вкладці PARAMETERS Tab (плазма:вкладка параметрів,вкладка ПАРАМЕТРИ) перед запуском програми G-коду. Крім вибору матеріалів зі списку матеріалів у розділі MATERIAL (МАТЕРІАЛ) на вкладці PARAMETERS Tab (плазма:вкладка параметрів,вкладка ПАРАМЕТРИ), користувач може використовувати MDI для зміни матеріалів за допомогою наступної команди:
M190 Pn
Наведений нижче код є мінімальним кодом, необхідним для успішного різання за допомогою методу ручного вибору матеріалу:
F#<_hal[plasmac.cut-feed-rate]> M3 $0 S1 . . M5 $0
|
Note
|
Ручне оброблення матеріалів обмежить користувача лише одним матеріалом для всієї роботи. |
9.8. Автоматичне оброблення матеріалів
Для автоматичної обробки матеріалів користувач повинен додати команди до свого G-коду, які дозволять QtPlasmaC автоматично змінювати матеріал.
Наступні коди можуть бути використані, щоб дозволити QtPlasmaC автоматично змінювати матеріали:
-
M190 Pn – Змінює поточний відображений матеріал на матеріал з номером n.
-
M66 P3 L3 Q1 – Додає невелику затримку (1 секунду в цьому прикладі), щоб очікувати, поки QtPlasmaC підтвердить успішну зміну матеріалів.
-
F#<_hal[plasmac.cut-feed-rate]> – Встановлює швидкість подачі для різання на швидкість подачі, що відображається в розділі МАТЕРІАЛ вкладки PARAMETERS.
Для автоматичної обробки матеріалів коди ПОВИННІ застосовуватися в зазначеному порядку. Якщо завантажено програму G-коду, яка містить одну або кілька команд зміни матеріалу, то перший матеріал буде відображатися у верхньому заголовку ВІКНА ПЕРЕДПЕРЕГЛЯДУ на вкладці MAIN Tab під час завантаження програми.
M190 Pn M66 P3 L3 Q1 F#<_hal[plasmac.cut-feed-rate]> M3 $0 S1 . . M5 $0
|
Note
|
Повернення до матеріалу за замовчуванням до завершення програми можливе за допомогою коду M190 P-1. |
9.9. Додавання матеріалів за допомогою магічних коментарів у G-коді
Використовуючи "магічні коментарі" у файлі G-коду, можна зробити наступне:
-
Додайте нові матеріали до файлу <назва_машини>_material.cfg.
-
Відредагуйте наявні матеріали у файлі <назва_машини>_material.cfg.
-
Використовуйте один або декілька тимчасових матеріалів.
Тимчасові матеріали нумеруються автоматично за допомогою QtPlasmaC, а зміна матеріалу також здійснюється за допомогою QtPlasmaC і не повинна додаватися до файлу G-коду за допомогою програмного забезпечення CAM або іншим способом. Номери матеріалів починаються з 1000000 і збільшуються для кожного тимчасового матеріалу. Зберегти тимчасовий матеріал неможливо, однак користувач може створити новий матеріал під час відображення тимчасового матеріалу, і він буде використовувати налаштування тимчасового матеріалу як стандартні.
|
Tip
|
Можна використовувати лише тимчасові матеріали та мати порожній файл <назва_машини>_material.cfg. Це усуває необхідність оновлювати файл матеріалів QtPlasmaC файлом інструменту CAM. |
-
Весь коментар має бути в дужках.
-
Початок магічного коментаря має бути: (o=
-
Знак рівності повинен стояти одразу після кожного параметра без пробілу.
-
Обов’язкові параметри мають бути в магічному коментарі (для опції 0 na є необов’язковим, а nu не використовується).
-
У файлі G-коду може бути будь-яка кількість і тип магічних коментарів.
-
Якщо опцію 0 потрібно використовувати на додаток до опції 1 та/або опції 2, то всі опції 0 повинні з’являтися після всіх опцій 1 або всіх опцій 2 у файлі G-коду.
Варіанти такі:
| Варіант | Опис |
|---|---|
0 |
Створює тимчасовий матеріал за замовчуванням. |
1 |
Додає новий матеріал, якщо вказаний номер не існує. |
2 |
Перезаписує існуючий матеріал, якщо вказаний номер існує. |
Обов’язкові параметри:
| Ім’я | Опис |
|---|---|
o |
Вибирає опцію, яку потрібно використовувати. |
nu |
Встановлює номер матеріалу (не використовується для опції 0). |
na |
Встановлює назву матеріалу (необов’язково для опції 0). |
ph |
Встановлює висоту проколювання. |
pd |
Встановлює затримку проколювання. |
ch |
Встановлює висоту зрізу. |
fr |
Встановлює швидкість подачі. |
Додаткові параметри:
| Ім’я | Опис |
|---|---|
kw |
Встановлює ширину пропила. |
th |
Встановлює стан THC (0=вимкнено, 1=увімкнено). |
ca |
Встановлює значення струму зрізу. |
cv |
Встановлює напругу відрізу. |
pe |
Встановлює паузу в кінці затримки. |
gp |
Встановлює тиск газу (PowerMax). |
cm |
Встановлює режим різання (PowerMax). |
jh |
Встановлює висоту стрибка по калюжі. |
jd |
Встановлює затримку стрибка по калюжі. |
Повний приклад:
(o=0, nu=2, na=5mm Mild Steel 40A, ph=3.1, pd=0.1, ch=0.75, fr=3000, kw=0.5, th=1, ca=45, cv=110, pe=0.1, gp=5, cm=1, jh=0, jd=0)Якщо в файлі G-коду вказано тимчасовий матеріал, то рядок зміни матеріалу (M190…) і рядок очікування зміни (M66…) будуть додані фільтром G-коду і не потрібні в файлі G-коду.
9.10. Конвертер матеріалів
Ця програма використовується для конвертації існуючих таблиць інструментів у файли матеріалів QtPlasmaC. Вона також може створювати файл матеріалів з ручного введення користувачем у поля введення.
На цьому етапі доступні лише конвертації для таблиць інструментів, експортованих із SheetCam або Fusion 360.
Таблиці інструментів SheetCam готові, а конвертація повністю автоматична. Файл інструмента SheetCam має бути у форматі SheetCam .tools.
Таблиці інструментів Fusion 360 не містять усіх обов’язкових полів, тому користувачеві буде запропоновано вказати відсутні параметри. Файл інструмента Fusion 360 має бути у форматі JSON для Fusion 360.
Якщо користувач має формат з іншого програмного забезпечення CAM, який він хотів би конвертувати, створіть Нову тему в розділі PlasmaC forum на форумі LinuxCNC forum, щоб запросити це доповнення.
Конвертер матеріалів можна запустити з терміналу одним із двох наступних методів.
Для встановлення пакета (Buildbot) введіть таку команду у вікні терміналу:
qtplasmac-materialsДля встановлення на місці введіть такі дві команди у вікні терміналу:
source ~/linuxcnc-dev/scripts/rip-environment
qtplasmac-materialsЦе відкриє головне діалогове вікно конвертера матеріалів, у якому за замовчуванням вибрано параметр «Вручну».
Виберіть одне з:
-
Вручну – для ручного створення нового файлу матеріалу.
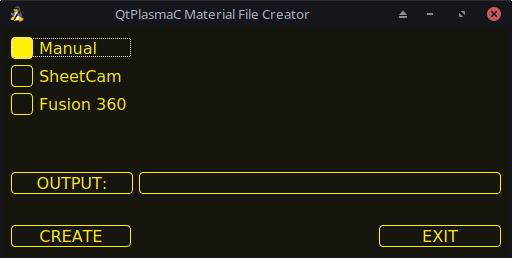
-
SheetCam – для конвертації файлу інструмента SheetCam.
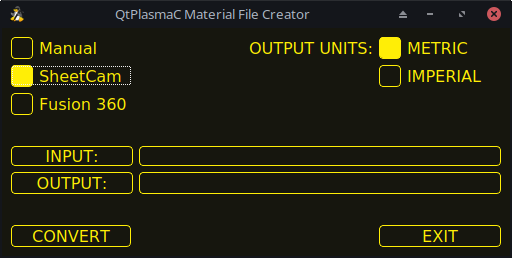
Тільки для SheetCam виберіть, чи потрібен користувачеві метричний чи імперський вихідний файл.
-
Fusion 360 – для конвертації файлу інструменту Fusion 360.
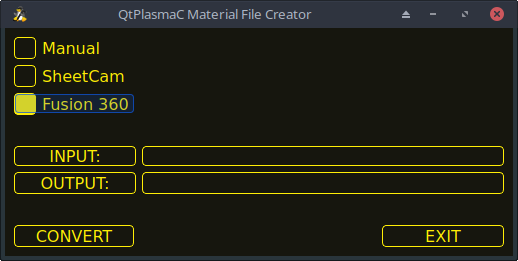
Щоб конвертувати:
-
Виберіть вхідний файл для конвертації, натисніть INPUT, щоб відкрити селектор файлів, або безпосередньо введіть файл у поле введення.
-
Виберіть вихідний файл для запису, натисніть OUTPUT, щоб відкрити вікно вибору файлу, або введіть файл безпосередньо в поле введення. Зазвичай це буде ~/linuxcnc/configs/<machine_name>_material.cfg. При необхідності користувач може вибрати інший файл і вручну відредагувати файл <machine_name>_material.cfg.
-
Натисніть кнопку СТВОРИТИ/КОНВЕРТУВАТИ, і новий файл матеріалу буде створено.
Як для ручного створення, так і для конвертації Fusion 360, з’явиться діалогове вікно з усіма доступними параметрами для введення. Будь-який запис, позначений як ***, є обов’язковим, а всі інші записи є необов’язковими, залежно від потреб користувача щодо конфігурації.
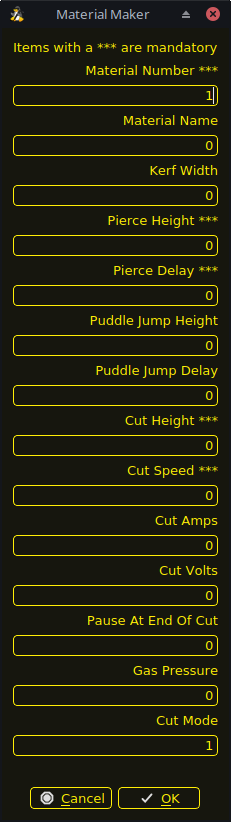
|
Note
|
Якщо користувач вибере ~/linuxcnc/configs/<назва_комп’ютера>_material.cfg, а файл вже існує, його буде перезаписано. |
9.11. ЛАЗЕР
QtPlasmaC має можливість використовувати лазер для встановлення початку координат з компенсацією обертання або без неї. Компенсація обертання може використовуватися для вирівнювання робочого зміщення до листа матеріалу з краями, які не паралельні осям X/Y верстата. Кнопка LASER буде активована після повернення верстата в початкове положення. Ця кнопка не буде видима, поки зміщення LASER не буде встановлено у файлі <machine_name>.prefs.
Щоб скористатися цією функцією, користувач повинен встановити зміщення лазера відносно центру пальника, виконавши процедуру, описану в Peripheral Offsets.
Щоб змінити зміщення вручну, користувач може відредагувати один або обидва наступні параметри в розділі [LASER_OFFSET] файлу <machine_name>.prefs:
X axis = n.n Y axis = n.n
де n.n – відстань від центральної лінії пальника до перехрестя лазера.
Крім того, лазер можна підключити до будь-якого доступного виходу для вмикання та вимикання лазера через контакт HAL з такою назвою:
qtplasmac.laser_onЩоб встановити початок координат з нульовим обертанням:
-
Натисніть кнопку ЛАЗЕР.
-
LASER Мітка кнопки зміниться на MARK EDGE, а контакт HAL з назвою qtplasmac.laser_on буде ввімкнено.
-
Рухайтеся стрілками, доки лазерне перехрестя не опиниться на вершині потрібної початкової точки.
-
Натисніть MARK EDGE. Напис кнопки MARK EDGE зміниться на SET ORIGINAL.
-
Натисніть SET ORIGIN. Напис кнопки SET ORIGIN зміниться на MARK EDGE, а контакт HAL з назвою qtplasmac.laser_on буде вимкнено.
-
Тепер пальник переміститься в положення X0 Y0.
-
Зміщення тепер успішно встановлено.
Щоб встановити початок координат з обертанням:
-
Натисніть кнопку ЛАЗЕР.
-
LASER Мітка кнопки зміниться на MARK EDGE, а контакт HAL з назвою qtplasmac.laser_on буде ввімкнено.
-
Рухайтеся стрілками, доки лазерне перехрестя не опиниться на краю матеріалу на відповідній відстані від потрібної точки початку.
-
Натисніть MARK EDGE. Напис кнопки MARK EDGE зміниться на SET ORIGINAL.
-
Рухайтеся стрілками, доки лазерне перехрестя не опиниться у початковій точці матеріалу.
-
Натисніть SET ORIGIN. Напис кнопки SET ORIGIN зміниться на MARK EDGE, а контакт HAL з назвою qtplasmac.laser_on буде вимкнено.
-
Тепер пальник переміститься в положення X0 Y0.
-
Зміщення тепер успішно встановлено.
Щоб вимкнути лазер і скасувати вирівнювання:
-
Натисніть кнопку LASER та утримуйте її довше 750 мс.
-
Напис кнопки LASER зміниться на LASER, а контакт HAL з назвою qtplasmac.laser_on буде вимкнено.
-
Відпустіть кнопку LASER.
Якщо налаштовано вирівнювальний лазер, то його можна використовувати під час ВІДНОВЛЕННЯ ПІСЛЯ РІЗАННЯ для точного позиціонування нових початкових координат.
Щоб виконати пробний запуск G-коду за допомогою лазера: . Переконайтеся, що немає помилок меж, і що увімкнено функцію CYCLE START. . Натисніть кнопку LASER та утримуйте її довше 750 мс, лазер увімкнеться та розпочнеться пробний запуск. . Відпустіть кнопку LASER.
9.12. КАМЕРА
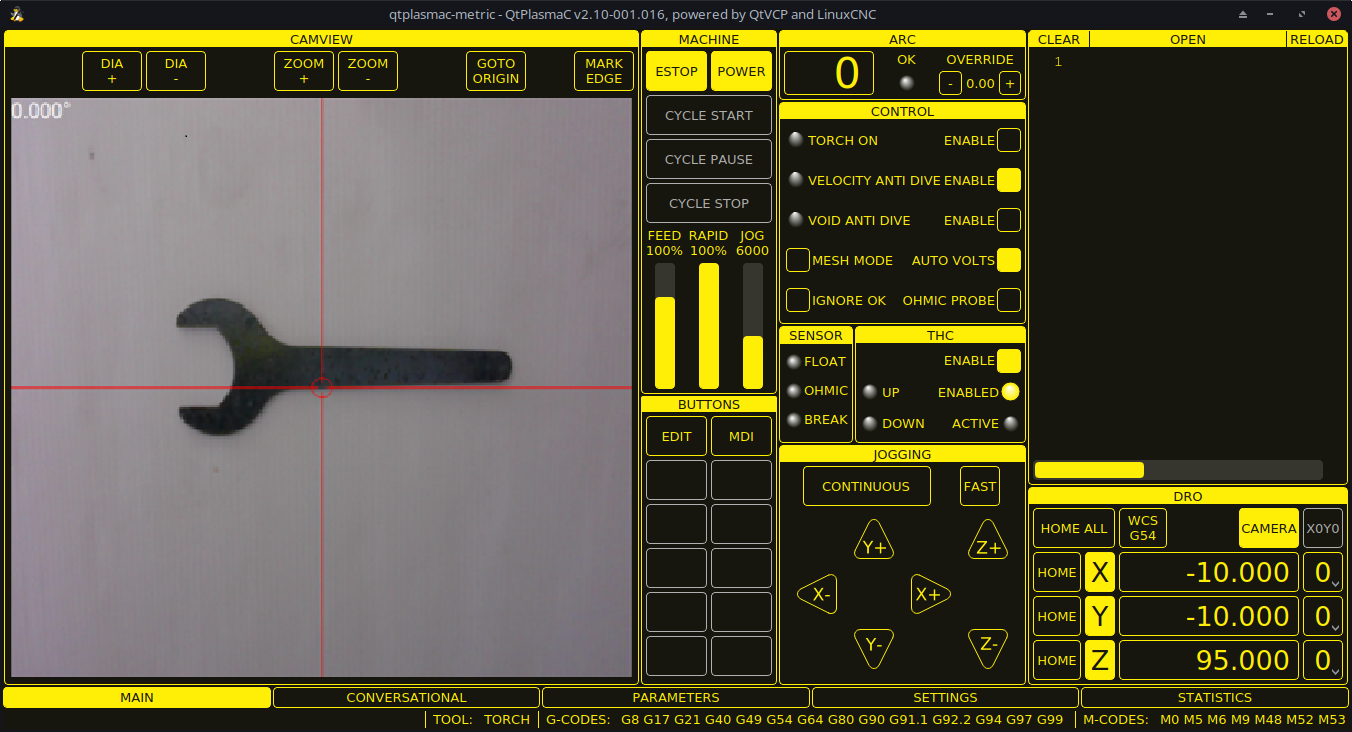
QtPlasmaC має можливість використовувати USB-камеру для встановлення початку координат з компенсацією повороту або без неї. Компенсація повороту може використовуватися для вирівнювання робочого зміщення до листа матеріалу з краями, які не паралельні осям X/Y верстата. Кнопка CAMERA буде активована після повернення верстата в початкове положення. Ця кнопка не буде видима, поки зміщення CAMERA не буде встановлено у файлі <machine_name>.prefs.
Щоб скористатися цією функцією, користувач повинен встановити зміщення камери відносно центру факела, виконавши процедуру, описану в Peripheral Offsets.
Щоб змінити зміщення вручну, користувач може відредагувати один або обидва наступні параметри осей у розділі [CAMERA_OFFSET] файлу <machine_name>.prefs:
X axis = n.n Y axis = n.n Camera port = 0
де n.n – відстань від центральної лінії ліхтарика до перехрестя прицілу камери.
Щоб встановити початок координат з нульовим обертанням:
-
Рухайтеся по стрілках, доки перехрестя не опиниться на вершині потрібної початкової точки.
-
Натисніть MARK EDGE. Напис кнопки MARK EDGE зміниться на SET ORIGINAL, а кнопка GOTO ORIGINAL буде деактивована.
-
Натисніть ВСТАНОВИТИ ПОЧАТОК. Напис кнопки ВСТАНОВИТИ ПОЧАТОК зміниться на ПОМІТКА КРАЙ, а кнопка ПЕРЕЙТИ ДО ПОЧАТКУ стане активною.
-
Тепер пальник переміститься в положення X0 Y0.
-
Зміщення тепер успішно встановлено.
Щоб встановити початок координат з обертанням:
-
Переміщуйтесь, доки перехрестя не опиняться на краю матеріалу на відповідній відстані від потрібної початкової точки.
-
Натисніть MARK EDGE. Напис кнопки MARK EDGE зміниться на SET ORIGINAL, а кнопка GOTO ORIGINAL буде деактивована.
-
Рухайтеся стрілками, доки перехрестя не опиниться у початковій точці матеріалу.
-
Натисніть ВСТАНОВИТИ ПОЧАТОК. Напис кнопки ВСТАНОВИТИ ПОЧАТОК зміниться на ПОМІТКА КРАЙ, а кнопка ПЕРЕЙТИ ДО ПОЧАТКУ стане активною.
-
Тепер пальник переміститься в положення X0 Y0.
-
Зміщення тепер успішно встановлено.
На панелі CAMVIEW миша може впливати на перехрестя прицілу та рівень масштабування наступним чином:
-
Прокручування коліщатка миші - Зміна діаметра перехрестя.
-
Подвійне клацання кнопкою коліщатка миші – відновлює діаметр перехрестя до значення за замовчуванням.
-
Ліва кнопка миші + прокручування коліщатком - змінює рівень масштабування камери.
-
Mouse Left Button Clicked + Wheel Button Double Click - Відновлює рівень масштабування камери за замовчуванням.
9.13. Допуск шляху
Допуск траєкторії встановлюється за допомогою команди G64 та наступного значення P. Значення P відповідає величині, на яку фактична траєкторія різання, якою рухається верстат, може відхилятися від запрограмованої траєкторії різання.
Допуск траєкторії LinuxCNC за замовчуванням встановлений на максимальну швидкість, що призведе до сильного закруглення кутів при використанні зі звичайними швидкостями плазмового різання.
Рекомендується встановлювати допуск траєкторії, розміщуючи відповідну команду G64 та значення P у заголовку кожного файлу G-коду.
Надана програма фільтрації G-коду перевірить наявність команди G64 P__n__ перед першою командою руху. Якщо команда G64 не знайдена, вона вставиться командою G64 P0.1, яка встановлює допуск траєкторії на 0,1 мм. Для імперської конфігурації команда буде G64 P0.004.
G64 P0.1
G64 P0.004
9.14. Призупинений рух
QtPlasmaC має можливість дозволяти змінювати положення осей X та Y вздовж поточного шляху різання, поки програма G-коду призупинена, що сприяє Cut Recovery.
Щоб скористатися цією функцією, необхідно ввімкнути адаптивне керування подачею (M52) LinuxCNC (P1). Це також є вимогою для Hole Cutting Velocity Reduction.
Щоб увімкнути Пауза руху, преамбула G-коду повинна містити наступний рядок:
M52 P1
Щоб вимкнути Пауза руху у будь-який момент, скористайтеся такою командою:
M52 P0
9.15. Пауза в кінці монтажу
Ця функція може бути використана для того, щоб дуга «наздогнала» положення пальника і повністю завершила різання. Зазвичай це потрібно для більш товстих матеріалів і особливо корисно при різанні нержавіючої сталі.
Використання цієї функції призведе до зупинки всіх рухів в кінці різання, поки пальник все ще увімкнений. Після закінчення часу витримки (в секундах), встановленого параметром Pause At End (Пауза в кінці) в розділі MATERIAL (МАТЕРІАЛ) вкладки PARAMETERS Tab (плазма:вкладка параметрів,вкладка ПАРАМЕТРИ), QtPlasmaC продовжить виконання команди M5, щоб вимкнути і підняти пальник.
9.16. Кілька інструментів
QtPlasmaC має можливість використовувати більше одного типу плазмового інструменту, використовуючи шпинделі LinuxCNC як плазмовий інструмент під час запуску програми G-коду.
Допустимі плазмові інструменти для використання:
| Ім’я | ІНСТРУМЕНТ # | Опис |
|---|---|---|
Плазмовий пальник |
0 |
Використовується для звичайного плазмового різання. |
Писар |
1 |
Використовується для гравіювання матеріалів. |
Плазмовий пальник |
2 |
Використовується для плямистості (створення заглиблень для полегшення свердління). |
Номер шпинделя LinuxCNC (позначений як $n) повинен бути присутнім у початковій команді, а також у команді завершення, щоб мати змогу запускати та зупиняти правильний плазмовий інструмент. Приклади:
-
M3 $0 S1вибере та запустить інструмент плазмового різання. -
M3 $1 S1вибере та запустить писаря. -
M3 $2 S1вибере та запустить інструмент для визначення плазми. -
M5 $0зупинить інструмент плазмового різання. -
M5 $1зупинить писаря. -
M5 $2зупинить інструмент для виявлення плазми.
Дозволяється використовувати M5 $-1 замість кодів M5 $n, наведених вище, для зупинки всіх інструментів.
Щоб використовувати рильце, користувач повинен додати зміщення осей X і Y до таблиці інструментів LinuxCNC. Інструмент 0 призначається для плазмового пальника, а інструмент 1 — для рильця. Інструменти вибираються за допомогою команди Tn M6, а потім для застосування зміщень для вибраного інструменту потрібна команда G43 H0. Важливо зазначити, що таблиця інструментів LinuxCNC і команди інструментів застосовуються тільки в тому випадку, якщо користувач використовує scribe на додаток до плазмового пальника. Для отримання додаткової інформації див. scribe.
9.17. Зменшення швидкості
Існує контакт HAL з назвою motion.analog-out-03, який можна змінити в G-коді за допомогою команд M67 (синхронізовано з рухом)/M68 (негайно). Цей контакт зменшить швидкість початкової подачі до відсотка, зазначеного в команді.
Мітка «VEL:» у верхньому правому куті вікна попереднього перегляду оновлюється, відображаючи відсоток від початкової швидкості подачі, що використовується. Наприклад, «VEL@20%:» означає, що стіл ріже зі швидкістю, яка становить 20% від запрограмованої швидкості подачі, тобто зі скороченням на 80%.
|
Note
|
Через відмінності між інтервалами опитування графічного інтерфейсу користувача та компонента PlasmaC, оновлення міток швидкості можуть затримуватися (зазвичай до 100 мс). |
Важливо ретельно розуміти різницю між Синхронізовано з рухом та Негайно:
-
M67(Синхронізовано з рухом) — Фактична зміна зазначеного виходу (наприклад, P2 (THC)) відбудеться на початку наступної команди руху. Якщо наступної команди руху немає, зміни виходу не відбудуться. Найкраще програмувати код руху (наприклад, G0 або G1) одразу після M67. -
M68(Негайне) — ці команди виконуються негайно після їх отримання контролером руху. Оскільки вони не синхронізовані з рухом, вони порушують злиття. Це означає, що якщо ці коди використовуються в середині активних кодів руху, рух призупиняється для активації цих команд.
Приклади:
-
M67 E3 Q0встановило б швидкість на 100% від CutFeedRate. -
M67 E3 Q40встановив би швидкість на 40% від CutFeedRate. -
M67 E3 Q60встановив би швидкість на 60% від CutFeedRate. -
M67 E3 Q100встановило б швидкість на 100% від CutFeedRate.
Значення Q, які менші або дорівнюють 0 або більші або дорівнюють 100, будуть встановлені на 100.
Якщо користувач має намір використовувати цю функцію, було б доцільно додати M68 E3 Q0 як до преамбули, так і до постамбули програми G-коду, щоб машина запускалася та завершувалася у відомому стані.
|
Important
|
G-КОД THC ТА VELOCITY BASED THC НЕ МОЖУТЬ ВИКОРИСТОВУВАТИСЯ, ЯКЩО ДІЄ КОМПЕНСАЦІЯ РІЖКА; ВІДОБРАЖАЄТЬСЯ ПОВІДОМЛЕННЯ ПРО ПОМИЛКУ. |
|
Warning
|
Якщо параметр Cut Feed Rate (Швидкість подачі різання) у розділі MATERIAL (МАТЕРІАЛ) вкладки PARAMETERS Tab (Плазма: вкладка параметрів) встановлено на нуль, то QtPlasmaC використовуватиме motion.requested-velocity (швидкість, задану стандартним викликом швидкості подачі в G-коді) для розрахунків THC. Це не рекомендується, оскільки це не є надійним способом реалізації THC на основі швидкості. |
|
Note
|
Усі посилання на CutFeedRate стосуються значення Cut Feed Rate, яке відображається в розділі MATERIAL вкладки PARAMETERS. |
9.18. THC (Контролер висоти пальника)
THC можна ввімкнути або вимкнути з фрейму THC вкладки MAIN.
THC також можна вмикати або вимикати безпосередньо з програми G-коду.
THC не активується, поки швидкість не досягне 99,9% від CutFeedRate, а потім не закінчиться час Delay THC, якщо він вказаний у розділі THC на вкладці PARAMETERS Tab. Це необхідно для стабілізації напруги дуги.
QtPlasmaC використовує керуючу напругу, яка залежить від стану прапорця AUTO VOLTS на вкладці MAIN Tab:
-
Якщо позначено опцію Використовувати автоматичне налаштування напруги, фактична напруга різання вимірюється в кінці часу Затримки THC, і це значення використовується як цільова напруга для регулювання висоти пальника.
-
Якщо опція «Використовувати автоматичне напруження» не відмічена, то напруження, яке відображається як «Напруження відсічення» у розділі «МАТЕРІАЛ» на вкладці «Вкладка ПАРАМЕТРИ», використовується як цільове напруження для регулювання висоти пальника.
THC можна вимкнути та увімкнути безпосередньо з G-коду, за умови, що THC не вимкнено в розділі THC вкладки MAIN Tab, шляхом встановлення або скидання контакту motion.digital-out-02 за допомогою M-кодів M62-M65:
-
M62 P2вимкне THC (синхронізацію з рухом) -
M63 P2увімкне THC (синхронізацію з рухом) -
M64 P2вимкне THC (негайно) -
M65 P2увімкне THC (негайно)
Важливо ретельно розуміти різницю між Синхронізовано з рухом та Негайно:
-
M62таM63(синхронізовано з рухом) — фактична зміна зазначеного виходу (наприклад, P2 (THC)) відбудеться на початку наступної команди руху. Якщо наступної команди руху немає, зміни виходу не відбудуться. Найкраще програмувати код руху (наприклад, G0 або G1) одразу після M62 або M63. -
M64таM65(Негайні) — ці команди виконуються негайно після їх отримання контролером руху. Оскільки вони не синхронізовані з рухом, вони порушують злиття. Це означає, що якщо ці коди використовуються посеред активних кодів руху, рух призупиняється для активації цих команд.
Якщо швидкість різання падає нижче відсотка CutFeedRate (як визначено значенням VAD Threshold % у кадрі THC розділу CONFIGURATION на вкладці PARAMETERS Tab), THC буде заблоковано, доки швидкість різання не повернеться до рівня щонайменше 99,9% від CutFeedRate. Це буде відображено індикатором VELOCITY ANTI DIVE, що світиться в панель управління на головна вкладка.
Система гармонійного склеювання (THC) на основі швидкості запобігає зміні висоти пальника при зменшенні швидкості для гострого кута або невеликого отвору.
Важливо зазначити, що Зменшення-швидкості впливає на ТГК на основі швидкості таким чином:
-
Якщо зменшення швидкості (Velocity Reduction) буде задіяно посеред різу (cut-to-case), THC буде заблоковано.
-
Регулятор різання THC залишатиметься заблокованим, доки зменшення швидкості не буде скасовано шляхом повернення її до значення, що перевищує порогове значення VAD, і пальник фактично не досягне 99,9% від швидкості подачі різання.
9.19. Компенсація різця
LinuxCNC (QtPlasmaC) має можливість автоматично коригувати траєкторію різання поточної програми на величину, вказану в параметрі «Ширина пропилу» (Kerf Width) параметрів різання вибраного матеріалу. Це корисно, якщо G-код запрограмований на номінальну траєкторію різання, а користувач буде запускати програму на матеріалах різної товщини, щоб забезпечити однаковий розмір деталей.
Щоб використовувати компенсацію різця, користувачеві потрібно буде використовувати G41.1, G42.1 та G40 зі штифтом HAL ширини пропила:
-
G41.1 D#<_hal[plasmac.kerf-width]>: зміщує пальник ліворуч від запрограмованого шляху -
G42.1 D#<_hal[plasmac.kerf-width]>: зміщує пальник праворуч від запрограмованого шляху -
G40вимикає компенсацію різця
|
Important
|
ЯКЩО ДІЄ КОМПЕНСАЦІЯ РІЖКА G-КОД THC, VELOCITY BASED THC ТА OVER CUT НЕ МОЖУТЬ ВИКОРИСТОВУВАТИСЯ; ВІДОБРАЖАЄТЬСЯ ПОВІДОМЛЕННЯ ПРО ПОМИЛКУ. |
9.20. Початкове відчуття висоти (IHS) Пропустити
Початкове визначення висоти можна пропустити одним із двох різних способів:
-
Якщо THC вимкнено або THC увімкнено, але не активно, то пропуск IHS відбудеться, якщо початок різу знаходиться менш ніж на відстань Пропустити IHS від останнього успішного зондування.
-
Якщо THC увімкнено та активно, то пропуск IHS відбудеться, якщо початок різу знаходиться на відстані менше ніж Skip IHS від кінця останнього різу.
Нульове значення для Пропустити IHS вимкне всі пропуски IHS.
Будь-які помилки, що виникли під час розрізу, вимкнуть пропуск IHS для наступного розрізу, якщо ввімкнено опцію Пропустити IHS.
9.21. Зондування
Зондування може здійснюватися за допомогою омічного датчика або поплавкового вимикача. Також можна поєднати ці два методи, і в цьому випадку поплавковий вимикач буде забезпечувати резервне омічне зондування. Альтернативою омічному зондуванню є Зондування з зміщенням
Якщо пальник верстата не підтримує омічне зондування, користувач може мати окремий зонд поруч із пальником. У цьому випадку користувач повинен висунути зонд нижче пальника. Зонд НЕ повинен виходити за межі мінімальної висоти різання нижче пальника, а відстань зміщення осі Z потрібно ввести як Омічне зміщення у полі PROBING (Зондування) розділу CONFIGURATION (Конфігурація) вкладки PARAMETERS Tab.
Налаштування зондування виконується у фреймі PROBING розділу CONFIGURATION вкладки PARAMETERS.
QtPlasmaC може проводити зондування з повною швидкістю по осі Z, якщо машина має достатній хід поплавкового вимикача для поглинання будь-якого перевищення. Якщо хід поплавкового вимикача машини є відповідним, користувач може встановити висоту зондування близько до MINIMUM_LIMIT осі Z і проводити все зондування на повній швидкості.
Деякі поплавкові вимикачі можуть демонструвати великий гістерезис перемикання, який проявляється в послідовності зондування як надмірний час для завершення останнього зондування.
-
Цей час можна зменшити, збільшивши швидкість останнього зонда.
-
Ця швидкість за замовчуванням становить 0,001 мм (0,000039 дюйма) за цикл серводвигуна.
-
Цю швидкість можна збільшити до 10 разів, додавши наступний рядок до файлу custom.hal:
setp plasmac.probe-final-speed n
де n — це значення від 1 до 10. Рекомендується підтримувати це значення якомога нижчим.
Використання цієї функції дещо змінить кінцеву висоту та вимагатиме ретельного тестування зонда для її підтвердження.
Це значення швидкості впливає на ВСІ вимірювання, тому якщо користувач використовує омічне вимірювання і змінює це значення швидкості, йому потрібно буде провести тест, щоб встановити необхідне зміщення для компенсації цієї зміни швидкості, а також переміщення поплавка.
Надійність цієї функції буде настільки ж хорошою, як і повторюваність роботи поплавкового вимикача.
|
Note
|
Висота зонда стосується висоти над віссю Z MINIMUM_LIMIT. |
9.22. Зі зміщенням зондування
Зондування з зміщенням — це використання зонда, який зміщений від пальника. Цей метод є альтернативою омічному зондуванню і використовує вихідний контакт plasmac.ohmic-enable для управління соленоїдом, що висуває та втягує зонд. Вхідний контакт plasmac.ohmic-probe використовується для виявлення матеріалу, а Ohmic Offset у кадрі PROBING розділу CONFIGURATION вкладки PARAMETERS Tab використовується для встановлення правильної виміряної висоти.
Зонд може бути механічним, постійно встановленим датчиком наближення або навіть просто жорстким шматком дроту, що виступає приблизно на 0,5 мм (0,2 дюйма) нижче кінчика пальника. Якщо зонд є механічним, він повинен швидко висуватися/втягуватися, щоб уникнути надмірного часу зондування, і зазвичай працює на пневматичній основі.
Щоб скористатися цією функцією, користувач повинен встановити зміщення зонда відносно центру пальника, виконавши процедуру, описану в Peripheral Offsets.
Щоб змінити зміщення вручну, користувач може відредагувати один або обидва наступні параметри в розділі [OFFSET_PROBING] файлу <machine_name>.prefs:
X axis = n.n Y axis = n.n Delay = t.t
де n.n – це зміщення зонда від центру пальника в одиницях вимірювання для осей X та Y, а t.t – це час у секундах, необхідний для механічного розгортання зонда, якщо це необхідно.
Кожен із цих параметрів є необов’язковим і також може відображатися в будь-якому порядку. Якщо параметр не виявлено, значення за замовчуванням дорівнює 0.0. Після X або Z не може бути пробілу, допускаються малі літери.
Коли ця змінна з’являється у файлі <machine_name>.prefs з X або Y, що не дорівнюють нулю, QtPlasmaC виконуватиме всі омічні зондування як зондування з зміщенням. Якщо Offset Probing є дійсним, швидкість подачі, з якою осі X і Y переміщуються до позиції зміщення, можна регулювати за допомогою параметра Offset Speed у рамці PROBING на вкладці PARAMETERS Tab.
Коли послідовність зондування розпочалася, контакт plasmac.ohmic-enable буде встановлений у стан True, що призведе до висунення зонда. Коли матеріал буде виявлено, контакт plasmac.ohmic-enable буде скинуто у стан false, що призведе до втягування зонда.
Зонд почне рухатися до положення зміщення одночасно з осі Z, що рухається вниз до висоти зонда, зондування не почнеться, поки не закінчиться таймер розгортання. Необхідно, щоб Висота зонда в рамці PROBING розділу CONFIGURATION вкладки PARAMETERS Tab була вище верхньої частини матеріалу, щоб забезпечити повне зміщення зонда в правильне положення X/Y перед остаточним вертикальним рухом зонда вниз.
|
Important
|
Для зміщеного зондування висоту зонда потрібно встановити вище за верхню частину матеріалу. |
9.23. Типи розрізів
QtPlasmaC дозволяє використовувати два різні режими різання:
-
NORMAL CUT - запускає завантажену програму G-коду для проколювання, а потім різання.
-
ТІЛЬКИ ПРОКОЛЮВАТИ - проколює матеріал лише в кожній початковій позиції різання, корисно перед ЗВИЧАЙНИМ РІЗАННЯМ на thick materials
Існує два способи активації цієї функції:
-
Використовуйте кнопку за замовчуванням custom user button для перемикання між типами різання.
-
Додавання наступного рядка до G-коду програми перед першим різанням, щоб увімкнути режим Тільки прорізання для поточного файлу:
#<pierce-only> = 1
Якщо використовується користувацька кнопка, QtPlasmaC автоматично перезавантажить файл після перемикання типу вирізання.
9.24. Різання отворів - вступ
Рекомендується, щоб діаметр отворів, що вирізаються, був не менше ніж у півтора рази більший за товщину матеріалу, що ріжеться.
Також рекомендується, щоб отвори діаметром менше 32 мм (1,26 дюйма) вирізалися зі швидкістю подачі 60% від швидкості, що використовується для профільного різання. Це також повинно блокувати викривлення контуру різання через обмеження швидкості.
QtPlasmaC може використовувати команди G-коду, які зазвичай встановлюються CAM-постпроцесором (PP), для допомоги у вирізанні отворів. Якщо користувач не має PP або його PP не підтримує ці методи, QtPlasmaC може автоматично адаптувати G-код відповідно до потреб. Цей автоматичний режим за замовчуванням вимкнений.
Існує три методи покращення якості малих отворів:
-
Зменшення швидкості - Зменшення швидкості приблизно до 60% від Швидкості подачі.
-
Затримка дуги (Pause At End) – Утримування пальника увімкненим на короткий час в кінці отвору під час зупинки руху, щоб дуга встигла наздогнати згасання.
-
Over cut - Вимкніть ліхтарик в кінці отвору, а потім продовжуйте рухатися стежкою.
|
Note
|
Якщо одночасно активні обидва режими: Затримка дуги та Оверструм, то пріоритет матиме Оверструм. |
|
Important
|
ФУНКЦІЮ ПЕРЕРІЗАННЯ НЕ МОЖНА ВИКОРИСТОВУВАТИ, ЯКЩО ДІЄ КОМПЕНСАЦІЯ РІЗАКА; ВІДОБРАЖАЄТЬСЯ ПОВІДОМЛЕННЯ ПРО ПОМИЛКУ. |
9.25. Різання отворів
Команди G-коду можна налаштувати або за допомогою постпроцесора CAM (PP), або вручну.
Якщо для різання отвору потрібна знижена швидкість, користувач може встановити швидкість за допомогою такої команди: M67 E3 Qnn, де nn — це відсоток бажаної швидкості. Наприклад, команда M67 E3 Q60 встановить швидкість на рівні 60 % від поточної швидкості різання матеріалу CutFeedRate.
Щоб скористатися цією функцією, необхідно ввімкнути адаптивне керування подачею (M52) LinuxCNC (P1). Це також є вимогою для Paused Motion під час Cut Recovery.
Щоб увімкнути Зменшення швидкості різання отворів, преамбула G-коду повинна містити наступний рядок:
M52 P1
Щоб вимкнути Зменшення швидкості різання отворів у будь-який момент, скористайтеся такою командою:
M52 P0
Див. розділ ТГК на основі швидкості.
G21 (метрична) G64 P0.005 M52 P1 (увімкнути адаптивну подачу) F#<_hal[plasmac.cut-feed-rate]> (швидкість подачі з параметрів різання) G0 X10 Y10 M3 $0 S1 (почати різання) G1 X0 M67 E3 Q60 (зменшити швидкість подачі до 60%) G3 I10 (отвір) M67 E3 Q0 (відновити швидкість подачі до 100%) M5 $0 (закінчити різання) G0 X0 Y0 M2 (закінчити роботу)
Цей метод можна викликати, встановивши параметр Pause At End у фреймі MATERIAL вкладки PARAMETERS.
Пальник можна вимкнути в кінці отвору, встановивши контакт motion.digital-out-03 за допомогою M-кодів M62 (синхронізовано з рухом)* або M64 (негайно). Після вимкнення пальника необхідно дозволити його повторне ввімкнення перед початком наступного різання, скинувши контакт motion. digital-out-03 за допомогою M-кодів M63 або M65. Це буде зроблено автоматично парсером G-коду QtPlasmaC, якщо він досягне команди M5, не побачивши M63 P3 або M65 P3.
Після вимкнення пальника траєкторія отвору буде проходити на довжині за замовчуванням 4 мм (0,157 дюйма). Цю відстань можна вказати, додавши #<oclength> = n до файлу G-коду.
-
M62 P3вимкне ліхтарик (синхронізовано з рухом) -
M63 P3дозволить увімкнути ліхтарик (синхронізовано з рухом) -
M64 P3вимкне ліхтарик (негайно) -
M65 P3дозволить увімкнути ліхтарик (негайно)
Важливо ретельно розуміти різницю між Синхронізовано з рухом та Негайно:
-
M62 та M63(синхронізовано з рухом) — фактична зміна зазначеного виходу (наприклад, P2 (THC)) відбудеться на початку наступної команди руху. Якщо наступної команди руху немає, зміни виходу не відбудуться. Найкраще програмувати код руху (наприклад, G0 або G1) одразу після M62 або M63. -
M64 та M65(Негайні) — ці команди виконуються негайно після їх отримання контролером руху. Оскільки вони не синхронізовані з рухом, вони порушують злиття. Це означає, що якщо ці коди використовуються посеред активних кодів руху, рух призупиняється для активації цих команд.
Зразок коду:
G21 (метрична) G64 P0.005 M52 P1 (увімкнути адаптивну подачу) F#<_hal[plasmac.cut-feed-rate]> (швидкість подачі з параметрів різання) G0 X10 Y10 M3 $0 S1 (почати різання) G1 X0 M67 E3 Q60 (зменшити швидкість подачі до 60%) G3 I10 (отвір) M62 P3 (вимкнути пальник) G3 X0.8 Y6.081 I10 (продовжити рух на 4 мм) M63 P3 (дозволити ввімкнути пальник) M67 E3 Q0 (відновити швидкість подачі до 100%) M5 $0 (закінчити різання) G0 X0 Y0 M2 (закінчити роботу)
9.26. Різання отворів - автоматичне
QtPlasmaC має можливість автоматично змінювати G-код для зменшення швидкості та/або застосування Over cut, що може бути корисним під час різання отворів.
Для коректного визначення отвору необхідно, щоб усі значення в рядку G-коду G2 або G3 були явними. Якщо будь-які значення будуть обчислені математично, відобразиться діалогове повідомлення про помилку.
Визначення отворів у QtPlasmaC за замовчуванням вимкнено. Його можна ввімкнути/вимкнути за допомогою наступних параметрів G-коду для вибору потрібного режиму визначення отворів:
-
#<holes> = 0- Змушує QtPlasmaC вимикати розпізнавання отворів, якщо воно було раніше ввімкнено. -
#<holes> = 1- Змушує QtPlasmaC зменшувати швидкість обробки отворів діаметром менше 32 мм (1,26 дюйма) до 60% від CutFeedRate. -
#<holes> = 2- Змушує QtPlasmaC Overcut обробляти отвір на додаток до змін швидкості в налаштуванні 1. -
#<holes> = 3- Змушує QtPlasmaC зменшувати швидкість обробки отворів діаметром менше 32 мм (1,26 дюйма) та дуг діаметром менше 16 мм (0,63 дюйма) до 60% від CutFeedRate. -
#<holes> = 4- Змушує QtPlasmaC Overcut отвір на додаток до зміни швидкості в налаштуванні 3.
Розмір отвору за замовчуванням для вимірювання отворів QtPlasmaC становить 32 мм (1,26 дюйма). Це значення можна змінити за допомогою наступної команди у файлі G-коду:
-
#<h_diameter> =nn - Щоб встановити діаметр (nn) у тій самій системі одиниць, що й решта файлу G-коду.
Швидкість за замовчуванням для малих отворів QtPlasmaC становить 60% від поточної швидкості подачі. Це значення можна змінити за допомогою наступної команди у файлі G-коду:
-
#<h_velocity> =nn - щоб встановити відсоток (nn) від необхідної поточної швидкості подачі.
Якщо активні режими зондування отвору 2 або 4, QtPlasmaC додатково до змін швидкості, пов’язаних з режимами 1 та 3, перерозріже отвір.
Стандартна довжина різання для вимірювання отвору QtPlasmaC становить 4 мм (0,157 дюйма). Це значення можна змінити за допомогою наступної команди у файлі G-коду:
-
#<oclength> =nn для визначення довжини перерізу (nn) у тій самій системі одиниць, що й решта файлу G-коду.
Цю функцію можна використовувати на додаток до налаштування бажаного режиму виявлення отворів за допомогою відповідного параметра G-коду, встановивши параметр Pause At End у рамці MATERIAL на вкладці PARAMETERS Tab.
G21 (метричний) G64 P0.005 M52 P1 (увімкнути адаптивну подачу) F#<_hal[plasmac.cut-feed-rate]> (швидкість подачі з параметрів різання) #<holes> = 2 (надріз для отворів) #<oclength> = 6,5 (опціонально, довжина надрізу 6,5 мм) G0 X10 Y10 M3 $0 S1 (початок різання) G1 X0 G3 I10 (отвір) M5 $0 (закінчення різання) G0 X0 Y0 M2 (закінчення роботи)
|
Note
|
Допустимо мати кілька змішаних команд для отворів в одному файлі G-коду. |
9.27. Одинарний розріз
Одинарний розріз — це один односпрямований рух різання, який часто використовується для розрізання листа на менші шматки перед запуском програми G-коду.
Перед початком окремого різання необхідно встановити машину в початкове положення.
Одинарний різ розпочнеться з поточного положення верстата по осях X/Y.
Це найкращий метод. Параметри для цього методу вводяться у наступному діалоговому вікні, яке з’являється після натискання кнопки user button, яка була запрограмована для виконання одинарного різання:
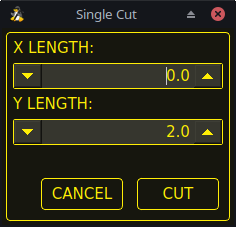
-
Перемістіться стрілками до потрібної початкової позиції X/Y.
-
Встановіть потрібний відповідний матеріал або відредагуйте швидкість подачі для матеріалу за замовчуванням у PARAMETERS Tab.
-
Натисніть призначену кнопку користувача для одиночного обрізання.
-
Введіть довжину різу вздовж осей X та/або Y.
-
Натисніть кнопку CUT, і розпочнеться різання.
Якщо верстат оснащений підвісним пультом, який може запускати та зупиняти шпиндель, а також переміщувати осі X та Y, користувач може вручну виконувати один різ.
-
Перемістіться стрілками до потрібної початкової позиції X/Y.
-
Встановіть потрібну швидкість подачі за допомогою повзунка «Швидкість подачі».
-
Розпочніть процес різання, запустивши шпиндель.
-
Після зондування пальник спалахне.
-
Після отримання сигналу «Дуга в порядку» верстат можна переміщувати вздовж лінії різу за допомогою кнопок поштовху.
-
Після завершення різання зупиніть шпиндель.
-
Пальник вимкнеться, і вісь Z повернеться у вихідне положення.
Для ручного одноразового вирізання необхідно, щоб у розділі «Налаштування» вкладки «Налаштування» було ввімкнено «плазмові:клавіатурні скорочення,клавіатурні скорочення» або щоб була вказана спеціальна кнопка користувача як кнопка «плазмові:кнопка-ручне вирізання,ручне вирізання».
Якщо користувач використовує власну кнопку користувача, тоді замініть F9 на Кнопка користувача у наступному описі.
-
Перемістіться стрілками до потрібної початкової позиції X/Y.
-
Почніть процедуру, натиснувши F9. Швидкість поштовху буде автоматично встановлена на швидкість подачі поточного вибраного матеріалу. Мітка поштовху буде блимати, вказуючи, що швидкість поштовху тимчасово змінена (маніпуляція швидкістю поштовху буде вимкнена, поки активне ручне різання). CYCLE START (СТАРТ ЦИКЛУ) зміниться на MANUAL CUT (РУЧНЕ РІЗАННЯ) і буде блимати.
-
Після зондування пальник спалахне.
-
Після отримання сигналу «Дуга в порядку» верстат можна переміщувати вздовж лінії різу за допомогою клавіш поштовхового переміщення.
-
Висота Z залишатиметься заблокованою на висоті різання протягом усього ручного різання, незалежно від стану контролера висоти пальника УВІМК..
-
Після завершення різання натисніть F9 або Esc або кнопку CYCLE STOP.
-
Пальник вимкнеться, і вісь Z повернеться у вихідне положення.
-
Швидкість ручного переміщення автоматично повернеться до значення, яке було до початку процесу ручного різання, етикетка перестане блимати, і буде увімкнено регулювання швидкості ручного переміщення. MANUAL CUT (Ручне різання) перестане блимати і повернеться до CYCLE START (Початок циклу).
|
Note
|
Якщо пальник згасне під час різання, користувач все одно повинен натиснути F9 або Esc або кнопку CYCLE STOP, щоб завершити різання. Це очистить зміщення Z і поверне пальник у початкове положення.. |
9.28. Товсті матеріали
Різання товстих матеріалів може бути проблематичним, оскільки велика кількість розплавленого металу, що утворюється під час пробивання, може скоротити термін служби витратних матеріалів, а також може спричинити утворення калюжі, висота якої може бути такою, що пальник може зачепити її під час переміщення на висоту різання.
У QtPlasmaC вбудовано кілька функцій, які допомагають полегшити ці проблеми: Pierce Only і Puddle Jump, описані в цьому розділі, а також Wiggle Pierce і Ramp Pierce, описані в розділі Moving Pierce.
Режим «Тільки пробивання» перетворює завантажену програму G-коду, а потім запускає програму для пробивання матеріалу у вихідній позиції кожного різу. Команди «Нанесення контуру» та «Позначення» будуть проігноровані, і в цих місцях пробивання не відбуватиметься.
Цей режим корисний для товстих матеріалів, на поверхні яких під час проколювання може утворюватися достатня кількість шлаку, що заважає роботі пальника під час різання. Весь лист можна проколоти, а потім очистити перед різанням.
Можна використовувати витратні матеріали, термін служби яких майже добігає кінця, для проколювання, а потім їх можна замінити на якісні витратні матеріали, які можна використовувати під час різання.
Місце проколювання в режимі Тільки проколювання може бути зміщене по осях X та/або Y, щоб забезпечити правильне переміщення дуги під час проколювання після повернення до режиму Звичайне різання. Параметри зміщення по осях X та Y знаходяться в рамці ТІЛЬКИ ПРОКОЛЮВАННЯ розділу КОНФІГУРАЦІЯ вкладки Вкладка ПАРАМЕТРИ
Тільки прокол – це один із двох різних типів різання
Стрибок над калюжею — це висота, на яку переміщується пальник після проколювання і перед переміщенням на висоту різання, яка виражається у відсотках від висоти проколювання. Це дозволяє пальнику очистити будь-яку калюжу розплавленого матеріалу, яка може утворитися в результаті проколювання. Максимально допустима висота становить 200% від висоти проколювання
Налаштування для Puddle Jump описано в параметри різання
Рекомендований варіант — використовувати Тільки проколювання, оскільки він дозволяє використовувати витратні матеріали, термін служби яких майже добігає кінця.
|
Important
|
ФУНКЦІЯ «СТРИБОК ПО КАЛЮЖІ» ВИМКНЕНА ПІД ЧАС ВІДНОВЛЕННЯ ПІСЛЯ РІЗАННЯ |
9.29. Режим сітки (різання розширеного металу)
QtPlasmaC здатний різати розширений (сітчастий) метал за умови, що машина має пальник із запальною дугою та здатна працювати в режимі постійної запальної дуги (CPA).
Сітчастий режим вимикає THC, а також ігнорує втрату сигналу Arc OK під час різання. Його можна вибрати, встановивши прапорець Сітчастий режим у розділі КЕРУВАННЯ на вкладці MAIN.
Якщо на верстаті ввімкнено зв’язок RS485 із плазмовим різаком Hypertherm PowerMax, вибір Mesh Mode (Режим сітки) автоматично замінить Cut Mode (Режим різання) для поточного вибраного матеріалу та встановить режим різання 2 (CPA). Коли Mesh Mode (Режим сітки) вимкнено, Cut Mode (Режим різання) повернеться до режиму різання за замовчуванням для поточного вибраного матеріалу.
Також можна розпочати різання в режимі сітки без отримання сигналу «Дуга в порядку», встановивши прапорець Ігнорувати дугу в порядку у розділі КЕРУВАННЯ вкладки ОСНОВНА.
Як Режим сітки, так і Ігнорувати дугу OK можна вмикати/вимикати будь-коли під час виконання завдання.
9.30. Ігнорувати дугу ОК
Ignore Arc OK Режим вимикає THC, розпочинає різання без необхідності сигналу Arc OK та ігнорує втрату сигналу Arc OK під час різання.
Цей режим можна вибрати:
-
Позначення кнопки Ігнорувати дугу OK у розділі КЕРУВАННЯ вкладки MAIN.
-
Встановлення виводу HAL motion.digital-out-01 на 1 за допомогою G-коду.
-
M62 P1увімкне Ігнорувати дугу OK (синхронізовано з рухом) -
M63 P1вимкне Ігнорувати дугу OK (синхронізовано з рухом) -
M64 P1увімкне Ігнорувати дугу OK (негайно) -
M65 P1вимкне Ігнорувати дугу OK (негайно)
-
Важливо ретельно розуміти різницю між Синхронізовано з рухом та Негайно:
-
M62таM63(синхронізовано з рухом) — фактична зміна зазначеного виходу (наприклад, P2 (THC)) відбудеться на початку наступної команди руху. Якщо наступної команди руху немає, зміни виходу не відбудуться. Найкраще програмувати код руху (наприклад, G0 або G1) одразу після M62 або M63. -
M64таM65(Негайні) — ці команди виконуються негайно після їх отримання контролером руху. Оскільки вони не синхронізовані з рухом, вони порушують злиття. Це означає, що якщо ці коди використовуються посеред активних кодів руху, рух призупиняється для активації цих команд.
Цей режим також можна використовувати разом із Режимом сітки, якщо користувачеві не потрібен сигнал «Дуга в порядку» для початку різання.
Як Режим сітки, так і Ігнорувати дугу OK можна вмикати/вимикати будь-коли під час виконання завдання.
9.31. Відновлення від порізів
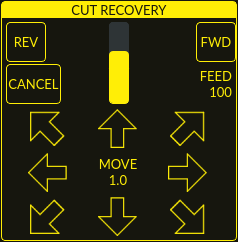
Ця функція створить панель CUT RECOVERY (Відновлення різання), яка дозволить перемістити пальник подалі від траєкторії різання під час події paused motion (плазма:призупинений рух,призупинений рух), щоб розташувати пальник над відходами матеріалу, що ріжеться, так щоб різання поновилося з мінімальним виривом дуги. Панель CUT RECOVERY (Відновлення різання) автоматично відобразиться над панеллю JOGGING (Поступовий рух), коли рух буде призупинено.
Бажано регулювати положення пальника з точки, в якій відбулася пауза руху, однак якщо перед встановленням нової початкової точки необхідно переміститися вздовж траєкторії різання, користувач може скористатися елементами керування паузою руху (REV, FWD та повзунком JOG-SPEED) у верхній частині панелі CUT RECOVERY. Коли користувач задоволений положенням пальника вздовж траєкторії різання, переміщення з траєкторії різання здійснюється натисканням кнопок DIRECTION. Кожне натискання кнопки DIRECTION переміщує пальник на відстань, еквівалентну параметру Kerf Width (Ширина пропилу) для поточного вибраного матеріалу.
Щойно пальник буде зміщено з траєкторії різання, елементи керування рухом на паузі (REV, FWD та повзунок JOG-SPEED) у верхній частині панелі ВІДНОВЛЕННЯ РІЗАННЯ стануть деактивованими.
Коли положення пальника буде задовільним, натисніть CYCLE RESUME (ПРОДОВЖИТИ ЦИКЛ), і різання відновиться з нової позиції та пройде найкоротшу відстань до початкового місця зупинки руху. Панель CUT RECOVERY (ВІДНОВЛЕННЯ РІЗАННЯ) закриється, а панель JOGGING (ПЕРЕМІЩЕННЯ) з’явиться, коли пальник повернеться до початкового місця зупинки руху.
Натискання кнопки СКАСУВАТИ ПЕРЕМІЩЕННЯ призведе до повернення пальника до того місця, де він був розташований до використання клавіш напрямку для зміщення пальника. Це не скине жодного руху НАЗАД або ВПЕРЕД.
Натискання кнопки CYCLE STOP призведе до повернення пальника в положення, в якому він знаходився до використання клавіш напрямку для зміщення пальника, а накладка панелі CUT RECOVERY повернеться до панелі JOGGING. Це не призведе до скидання будь-яких рухів REV або FWD.
Якщо встановлено лазерний вирівнювач, його можна використовувати під час відновлення різання для дуже точного позиціонування нових координат початку. Якщо зміщення осі X або осі Y для лазера призведе до виходу верстата за межі, на екрані з’явиться повідомлення про помилку.
Щоб використовувати лазер для відновлення після порізу під час паузи:
-
Натисніть кнопку ЛАЗЕР.
-
Кнопка LASER стане неактивною, контакт HAL з назвою qtplasmac.laser_on буде увімкнено, а осі X і Y змістяться так, що лазерні перехрестя вкажуть початкові координати різання після його відновлення.
-
Продовжуйте відновлення після розрізу, як описано вище.
Якщо під час натискання кнопки CANCEL MOVE діє лазерне зміщення, це зміщення також буде очищено.
|
Note
|
Рухи відновлення після різання будуть обмежені радіусом 10 мм (0,4 дюйма) або від точки, де програма була призупинена, або від останньої точки на шляху різання, якщо використовувався призупинений рух. |
|
Important
|
СТРИБОК ЧЕРЕЗ КАЛЮЖУ ВИМКНЕНО ПІД ЧАС ВІДНОВЛЕННЯ ПІСЛЯ РІЗАННЯ |
9.32. Бігти від лінії
Якщо користувач увімкнув опцію «Run From Line» (Виконати з рядка) у розділі «GUI SETTINGS» (Налаштування графічного інтерфейсу) вкладки «SETTINGS Tab», він матиме можливість запускати програму G-коду з будь-якого рядка за допомогою таких методів:
-
Клацання будь-якої лінії у вікні попереднього перегляду
-
Клацання будь-якого рядка у вікні G-коду
Важливо зазначити, що програми G-коду можна запускати з будь-якої вибраної лінії за допомогою цього методу, однак залежно від вибраної лінії введення може бути неможливим. У цьому випадку буде відображено повідомлення про помилку, щоб повідомити користувача про те, що розрахунок введення був неможливим.
Після того, як користувач вибрав місце початку, кнопка CYCLE START (Початок циклу) буде блимати "SELECTED nn" (Вибрано nn), де nn — це відповідний номер вибраного рядка. Натискання цієї кнопки відкриє наступне діалогове вікно Run From Line (Виконати з рядка):
Неможливо використовувати команду «Виконати з рядка» з підпрограми. Якщо користувач вибере рядок у підпрограмі та натисне «SELECTED nn», з’явиться повідомлення про помилку, що містить ім’я O-коду підпрограми.
Неможливо використовувати функцію «Виконати з лінії», якщо попередній G-код активував компенсацію різака. Якщо користувач вибере лінію, коли компенсація різака активна, і натисне «SELECTED nn», з’явиться повідомлення про помилку.
Ви можете вибрати нову лінію, поки активна опція «Виконати від лінії».
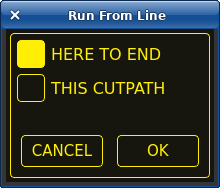
9.32.1. ТУТ КІНЕЦЬ
HERE TO END виконуватиметься від початку вибраного рядка до кінця файлу G-коду з можливістю додавання вступу.
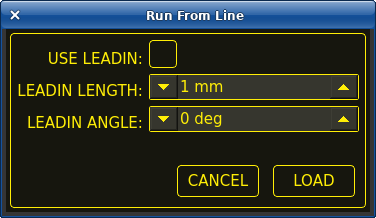
| Ім’я | Опис |
|---|---|
ВИКОРИСТОВУВАТИ LEADIN |
Цей перемикач дозволить користувачеві розпочати вибраний рядок з вступу. |
ДОВЖИНА ВІДВОДУ |
Якщо вибрано «ВИКОРИСТАТИ ВІДСТАНОВЛЕННЯ», це встановить довжину відступу в одиницях вимірювання машини. |
КУТ НАХОДУ |
Якщо вибрано USE LEADIN, це встановить кут наближення для введення. |
СКАСУВАТИ |
Ця кнопка скасує діалогове вікно «Виконати від рядка» та будь-який вибір. |
НАВАНТАЖЕННЯ |
Ця кнопка завантажить тимчасову програму «rfl.ngc» із застосуванням будь-яких вибраних параметрів введення. |
Після натискання кнопки ЗАВАНТАЖИТИ миготлива кнопка "ВИБРАНА nn" зміниться на кнопку ЗАПУСТИТИ З РЯДКА ЦИКЛУ. Натисніть цю кнопку, щоб запустити програму з початку вибраного рядка.
9.32.2. ЦЕЙ ШЛЯХ
THIS CUTPATH буде виконуватися лише той шлях розрізу, частиною якого є вибраний сегмент.
Миготлива кнопка "SELECTED nn" зміниться на кнопку RUN FROM LINE CYCLE START. Натисніть цю кнопку, щоб запустити вибрану траєкторію різання.
Вибір «Біжи з лінії» можна скасувати такими способами:
-
Клацніть на фоні вікна попереднього перегляду — цей метод скасує вибір лінії розрізу у вікні попереднього перегляду або лінії G-коду у вікні G-коду.
-
Клацніть текст першого рядка програми G-коду на екрані G-коду — цей метод скасує вибір лінії розрізу у вікні попереднього перегляду або лінії G-коду у вікні G-коду.
-
Натискання кнопки RELOAD у заголовку вікна G-коду — цей метод скасує процес Run From Line, якщо в діалоговому вікні Run From Line було натиснуто кнопку LOAD і в заголовку вікна G-коду як ім’я завантаженого файлу відображається «rfl.ngc». Це поверне користувача до спочатку завантаженого файлу.
9.33. Писар
Окрім плазмового пальника, QtPlasmaC може керувати писачем.
Використання рискача вимагає використання таблиці інструментів LinuxCNC. Інструмент 0 призначається для плазмового пальника, а інструмент 1 — для рискача. Зсуви осей X і Y рисувального інструменту від плазмового пальника потрібно ввести в таблицю інструментів LinuxCNC. Це робиться шляхом редагування таблиці інструментів через головний графічний інтерфейс або шляхом редагування файлу tool.tbl у конфігураційному каталозі <machine_name>. Це буде зроблено після того, як рисувальний інструмент зможе переміститися до заготовки, щоб допомогти визначити відповідний зсув.
Зсуви плазмового пальника для X і Y завжди будуть дорівнювати нулю. Інструменти вибираються за допомогою команди Tn M6, за якою слідує команда G43 H0, необхідна для застосування зсувів. Потім інструмент запускається командою M3 $n S1. Для n використовуйте 0 для різання пальником або 1 для розмітки.
Щоб зупинити писач, скористайтеся командою G-коду M5 $1.
Якщо користувач ще не призначив контакти HAL для скриба в майстрі конфігурації, він може зробити це за допомогою відповідного configuration wizard або вручну, редагуючи файл HAL, див. modifying QtPlasmaC.
Для управління ритчем використовуються два виходи HAL: перший вихід використовується для озброєння ритча, який переміщує ритч на поверхню матеріалу. Після закінчення часу Arm Delay другий вихід використовується для запуску ритча. Після закінчення часу On Delay починається рух.
Використання QtPlasmaC після ввімкнення скарбника вимагає вибору або пальника, або скарбника в кожному файлі G-коду як інструмента LinuxCNC.
Першим кроком є встановлення зміщень для скарбника, виконавши процедуру, описану в Peripheral Offsets.
Останній крок – встановити необхідний параметр scribe delays:
-
Arm Delay - дає час писареві спуститися на поверхню матеріалу.
-
On Delay - дає час писареві почати роботу, перш ніж почнеться рух.
Збережіть параметри на вкладці «Конфігурація».
Після виконання вищевказаних інструкцій, можна перевірити ручне нанесення ліній, ввівши команду M3 $1 S1 у вхід MDI. Користувачеві може бути корисно скористатися цим методом, щоб нанести невелику лінію, а потім спробувати подати імпульс пальника в тому ж місці, щоб вирівняти зміщення між лінією та пальником.
Щоб скористатися інструментом різання з G-коду:
... M52 P1 (увімкнути адаптивну подачу) F#<_hal[plasmac.cut-feed-rate]> T1 M6 (вибрати різець) G43 H0 (застосувати зміщення для поточного інструменту) M3 $1 S1 (запустити різець). M5 $1 (зупинити різець) . T0 M6 (вибрати пальник) G43 H0 (застосувати зміщення для поточного інструменту) G0 X0 Y0 (позиція паркування) M5 $-1 (завершити все)
Рекомендується перемикатися назад на пальник в кінці програми перед останнім швидким паркуванням, щоб машина завжди перебувала в одному й тому ж стані на холостому ходу.
Користувач може перемикатися між пальником та розмічувачем будь-яку кількість разів під час програми, використовуючи відповідні G-коди.
Видача команди M3 S1 (без $n) призведе до того, що машина поводитиметься так, ніби була видана команда M3 $0 S1, а видача команди M5 (без $n) призведе до того, що машина поводитиметься так, ніби була видана команда M5 $0. Це контролюватиме запалювання пальника за замовчуванням, щоб забезпечити зворотну сумісність із попередніми файлами G-коду.
|
Warning
|
Якщо у файлі <machine_name>.hal встановлено параметр ручної зміни інструменту, то QtPlasmaC перетворить його на параметр автоматичної зміни інструменту. |
9.34. Плямистість
Для точкового маркування матеріалу перед свердлінням тощо, QtPlasmaC може імпульсно працювати з пальником протягом короткого часу, щоб позначити місце для свердління.
Споттінг можна налаштувати, виконавши такі кроки:
-
Встановіть поріг напруги дуги в розділі «Споттинг» на вкладці «PARAMETERS Tab». Встановлення порогу напруги на нуль призведе до того, що таймер затримки почне відлік відразу після запуску пальника. Встановлення порогу напруги вище нуля призведе до того, що таймер затримки почне відлік, коли напруга дуги досягне порогу напруги.
-
Встановіть Час увімкнення у розділі «Виявлення» на вкладці Вкладка ПАРАМЕТРИ. Після закінчення часу, встановленого в Час увімкнення, пальник вимкнеться. Час можна регулювати в діапазоні від 0 до 9999 мілісекунд.
Потім пальник вмикається в G-коді за допомогою команди M3 $2 S1, яка вибирає плазмовий пальник як інструмент для виявлення плям.
Щоб вимкнути пальник, скористайтеся командою G-коду M5 $2.
Для отримання додаткової інформації про кілька інструментів див. кілька інструментів.
LinuxCNC (QtPlasmaC) вимагає певного руху між будь-якими командами M3 та M5. З цієї причини потрібно запрограмувати мінімальний рух на високій швидкості.
Приклад G-коду:
G21 (метрична система) F99999 (висока швидкість подачі) . G0 X10 Y10 M3 $2 S1 (точкове відлікування) G91 (режим відносної відстані) G1 X0.000001 G90 (режим абсолютної відстані) M5 $2 (точкове відлікування) . G0 X0 Y0 G90 M2
|
Note
|
Висока швидкість подачі 99999 забезпечує найвищу швидкість подачі верстата. |
|
Important
|
ДЕЯКІ ПЛАЗМОВІ РІЗАКИ НЕ ПІДХОДЯТЬ ДЛЯ ЦІЄЇ ФУНКЦІЇ. РЕКОМЕНДУЄТЬСЯ КОРИСТУВАЧУ ПРОВЕТИ ДЕЯКІ ТЕСТОВІ ВИПРОБУВАННЯ, ЩОБ ПЕРЕКОНАТИСЯ, ЩО ПЛАЗМОВИЙ РІЗАК ЗДАТНИЙ ВИКОРИСТОВУВАТИ ЦЮ ФУНКЦІЮ. |
9.35. Різання труб
Різання труб за кутовою віссю A, B або C досягається за допомогою наступного у файлі G-коду:
-
#<tube_cut>=1 магічний коментар перед будь-якою командою руху.
-
Усі вимірювання матеріалу необхідно виконувати за допомогою кодів прямого зондування за посиланням:../gcode/g-code.html#gcode:g38[G38].
-
Потрібний весь рух по осі Z, PlasmaC не виконує внутрішнього руху по осі Z під час різання труби.
-
PIERCE_DELAY — єдиний обов’язковий параметр material
-
Почніть розріз з M3 $0 S1.
-
Завершити розріз за допомогою M5 $0
9.36. Користувацькі розкладки віртуальної клавіатури
Підтримка віртуальної клавіатури доступна лише для "вбудованої" екранної клавіатури. Якщо її ще немає в системі, її можна встановити, ввівши наступну команду в терміналі:
sudo apt install onboardДля підтримки програмних клавіш використовуються такі два налаштовані макети:
Якщо віртуальна клавіатура була переміщена і при наступному відкритті віртуальної клавіатури вона не відображається, то подвійне клацання на піктограмі в системному треї перемістить віртуальну клавіатуру так, щоб ручка переміщення була видима.
9.37. Комбінації клавіш
Нижче наведено список усіх доступних комбінацій клавіш у QtPlasmaC.
|
Note
|
Усі комбінації клавіш вимкнено за замовчуванням. |
Щоб скористатися ними, потрібно ввімкнути Комбінації баз знань у розділі ПАРАМЕТРІ графічного інтерфейсу на вкладці ПАРАМЕТРІ.
| Сполучення клавіш | Дія |
|---|---|
ESC |
Перериває поточний автоматизований рух (наприклад: запущена програма, тест зонда тощо), а також активний імпульс пальника (поводиться так само, як натискання кнопки CYCLE STOP). |
F1 |
Вмикає/вмикає кнопку аварійної зупинки графічного інтерфейсу (якщо кнопка аварійної зупинки графічного інтерфейсу ввімкнена). |
F2 |
Вмикає/вимикає кнопку живлення графічного інтерфейсу. |
F9 |
Вмикає/вимикає команду «Різання», яка використовується для початку або завершення ручного різання. |
F12 |
Показати редактор таблиць стилів. |
ALT+RETURN |
Переводить QtPlasmaC у режим ручного введення даних (MDI). |
`, 1-9, 0 |
Змінює швидкість поштовхового переміщення на 0%, 10%-90%, 100% від значення, зазначеного у змінній DEFAULT_LINEAR_VELOCITY у розділі [DISPLAY] файлу <назва_машини>.ini. |
SHIFT+`, 1-9, 0 |
Змінює швидкість швидкого пересування на 0%, 10%-90%, 100%. |
CTRL+1-9, 0 |
Змінює швидкість подачі на 10%-90%, 100%. |
CTRL+HOME |
Переводить у вихідне положення всі осі, якщо вони ще не переведені у вихідне положення та мають послідовність переведення у вихідне положення, встановлену у файлі <назва_машини>.ini. Якщо вони вже переведені у вихідне положення, вони більше не будуть переведені у вихідне положення. |
CTRL+R |
Запуск циклу, якщо програма ще не запущена. Продовження циклу, якщо програма призупинена. |
END |
Торкається X та Y до 0. |
DEL |
Дозволяє користувачеві використовувати лазер для встановлення початку координат з обертанням або без нього. Див. розділ ЛАЗЕР для отримання детальних інструкцій. |
ПРОБІЛ |
Призупиняє рух. |
CTRL+SPACE BAR |
Очищає сповіщення. |
O |
Відкриває нову програму. |
L |
Завантажує попередньо відкриту програму, якщо жодної програми не завантажено. Перезавантажує поточну програму, якщо програма завантажена. |
→ |
Здійснює додатне струсне переміщення осі X. |
← |
Здійснює струсне переміщення осі X у негативне положення. |
↑ |
Здійснює додатне струсне переміщення осі Y. |
↓ |
Здійснює струсне переміщення осі Y у негативне положення. |
СТОРІНКА ВГОРУ |
Здійснює додатне штовхання осі Z. |
СТОРІНКА ВНИЗ |
Здійснює штовхання осі Z у негативному напрямку. |
[ |
Здійснює додатне штовхання осі А. |
] |
Здійснює штовхання осі А у негативному напрямку. |
. |
Здійснює додатне штовхання осі B. |
, |
Здійснює штовхання осі B у негативному напрямку. |
SHIFT (+ Клавіша Jog) |
Клавіша Shift використовується з будь-якою клавішею поштовхового переміщення для виклику швидкого поштовхового переміщення. |
+ (+Клавіша Jog) |
Клавішу зі знаком «плюс» можна використовувати з будь-якою клавішею поштовхового переміщення для виклику швидкого поштовхового переміщення (поводиться так само, як і SHIFT). |
- (+Клавіша Jog) |
Клавішу «мінус» можна використовувати з будь-якою клавішею поштовхового переміщення для запуску повільного поштовхового переміщення (10% від відображеної швидкості поштовхового переміщення). |
9.38. MDI
In addition to the typical G and M codes that are allowed by LinuxCNC in MDI mode, the MDI in QtPlasmaC can be used to access several other handy features. The following link outlines the features and their use: [sub:qtvcp:widgets:mdiline][MDILine Widget]
|
Note
|
M3, M4 та M5 не дозволені в MDI QtPlasmaC. |
Крім того, натискання RETURN (або ENTER) без введення даних у MDI призведе до закриття вікна MDI.
10. Бібліотека розмовних фігур
Бібліотека Conversational Shape Library складається з декількох основних форм і функцій, які допомагають користувачеві швидко генерувати G-код на верстаті для швидкого вирізання простих форм. Ця функція знаходиться на вкладці CONVERSATIONAL Tab.
|
Note
|
Розмовна бібліотека не призначена для заміни CAD/CAM, оскільки її можливості обмежені. |
Пусті записи в полях введення форми використовуватимуть поточні налаштування на момент створення G-коду. Наприклад, якщо поле X start залишити порожнім, то використовуватиметься поточне положення осі X.
Усі вступні та вихідні лінії є дугами, окрім Кіл та Зірок:
Кола:
-
Якщо коло зовнішнє, то будь-який вхід або вихід буде дугою.
-
Якщо коло внутрішнє і являє собою маленький отвір, то будь-який вхід буде перпендикулярним, а виходу не буде.
-
Якщо коло є внутрішнім і не є маленьким отвором, то будь-яке введення та виведення буде дугою. Якщо довжина введення перевищує половину радіуса, то введення повернеться до перпендикулярного положення і виведення не буде. Якщо довжина виведення перевищує половину радіуса, то виведення не буде.
Зірки:
-
Вхід знаходиться під тим самим кутом, що й перший розріз, а вихідний — під тим самим кутом, що й останній розріз.
|
Note
|
Маленький отвір — це коло, діаметр якого менший за ДІАМЕТР МАЛОГО ОТВОРУ, зазначений на сторінці НАЛАШТУВАННЯ РОЗМОВИ. |
|
Note
|
Отвори у формі BOLT CIRCLE також відповідатимуть вищезазначеним правилам. |
Порядок вирізання відбуватиметься в тому ж порядку, в якому була побудована фігура.
Натискання клавіші Return на клавіатурі під час редагування параметрів автоматично відобразить попередній перегляд фігури, якщо введено достатньо параметрів для її створення. Те саме можна зробити, натиснувши будь-який із доступних прапорців.
Загальні функції такі:
| Ім’я | Опис |
|---|---|
Випадаючий список матеріалів |
Дозволяє користувачеві вибрати бажаний матеріал для різання. |
НОВИЙ |
Видаляє поточний файл G-коду та завантажує порожній файл G-коду. |
ЗБЕРЕГТИ |
Відкриває діалогове вікно, яке дозволяє зберегти поточну фігуру як файл G-коду. |
НАЛАШТУВАННЯ |
Дозволяє змінювати глобальні налаштування. |
НАДІСЛАТИ |
Завантажує поточну фігуру в LinuxCNC (QtPlasmaC). Якщо останнє редагування не було додано, воно буде відхилено. |
ПОПЕРЕДНІЙ ПЕРЕГЛЯД |
Відображає попередній перегляд поточної фігури за умови наявності необхідної інформації. |
ПРОДОВЖИТИ |
Ця кнопка використовується лише для ліній та дуг. Дозволяє додати ще один сегмент до поточного сегмента/сегментів. |
ДОДАТИ |
Зберігає поточну фігуру в поточному завданні. |
ВІДМІНИТИ |
Повертає до попередньо збереженого стану. |
ПЕРЕЗАВАНТАЖИТИ |
Перезавантажує оригінальний файл G-коду або порожній файл, якщо жодного не було завантажено. |
Якщо в LinuxCNC (QtPlasmaC) завантажено файл G-коду, коли вибрано CONVERSATIONAL Tab, цей код буде імпортований у діалогове вікно як перша форма завдання. Якщо цей код не потрібен, його можна видалити, натиснувши кнопку NEW.
Якщо є додана фігура, яка не збережена або не надіслана, то неможливо перемикатися між вкладками в графічному інтерфейсі користувача. Щоб знову увімкнути перемикання між вкладками, необхідно або ЗБЕРЕГТИ фігуру, НАДІСЛАТИ фігуру, або натиснути НОВЕ, щоб видалити фігуру.
Якщо натиснути НОВЕ для видалення доданої фігури, яка не збережена або не надіслана, з’явиться діалогове вікно з попередженням.
|
Note
|
Усі відстані вказані в машинних одиницях відносно поточної системи координат користувача, а всі кути — у градусах. |
10.1. Налаштування розмовного режиму
Глобальні налаштування бібліотеки фігур можна встановити, натиснувши кнопку SETTINGS (Налаштування) у вкладці CONVERSATIONAL Tab (Плазма: вкладка діалогу). Це відобразить усі доступні параметри налаштувань, які використовуються для створення програми G-коду. До них належать:
-
Преамбула
-
Постамбула
-
Origin (По центру або внизу ліворуч)
-
Довжина введення
-
Довжина виводу
-
Малий діаметр отвору
-
Швидкість малого отвору
-
Розмір сітки вікна попереднього перегляду
Будь-яке внутрішнє коло, діаметр якого менше Діаметра малого отвору, класифікується як малий отвір і матиме прямий вхід з довжиною, яка є меншою за радіус отвору або задану довжину входу. Швидкість подачі також буде встановлена на Швидкість малого отвору.
Преамбула та пост-амбула можуть бути введені як послідовність G-кодів та M-кодів, розділених пробілами. Якщо користувач бажає, щоб у згенерованому G-коді кожен код був у окремому рядку, це можна зробити, розділивши коди за допомогою \n.
Це розмістить усі коди в одному рядку:
G21 G40 G49 G64p0.1 G80 G90 G92.1 G94 G97
Це розмістить кожен код на окремому рядку:
G21\nG40\nG49\nM52P1\nG64p0.1\nG80\nG90\nG92.1\nG94\nG97
Зверніть увагу, що LinuxCNC не дозволяє використовувати кілька слів P в одному рядку.
Натискання кнопки PRELOAD скасує всі змінені, але незбережені налаштування.
Натискання кнопки ЗБЕРЕГТИ збереже всі налаштування, як вони відображаються.
Натискання кнопки ВИХІД закриє панель налаштувань і поверне попередню форму.
10.2. Розмовні лінії та дуги

Лінії та дуги мають додаткову можливість поєднувати їх для створення складної форми.
Доступні два типи ліній та три типи дуг:
-
Лінія з початковою та кінцевою точками.
-
Лінія, якій задано початкову точку, довжину та кут.
-
Дуга, якій задано початкову точку, точку маршруту та кінцеву точку.
-
Дуга за заданими початковою точкою, кінцевою точкою та радіусом.
-
Дуга за заданими початковою точкою, довжиною, кутом та радіусом.
Щоб використовувати лінії та дуги:
-
Виберіть значок Лінії та дуги.
-
Виберіть тип лінії або дуги для створення.
-
Виберіть матеріал з випадаючого списку МАТЕРІАЛ. Якщо матеріал не вибрано, буде використано матеріал за замовчуванням (00000).
-
Введіть потрібні параметри.
-
Натисніть ПОПЕРЕДНІЙ ПЕРЕГЛЯД, щоб побачити форму.
-
Якщо вас влаштовує форма, натисніть ПРОДОВЖИТИ.
-
За потреби змініть тип лінії або дуги та продовжуйте цю процедуру, доки фігура не буде завершена.
-
Натисніть НАДІСЛАТИ, щоб надіслати файл G-коду до LinuxCNC (QtPlasmaC) для різання.
Якщо користувач бажає створити замкнену фігуру, йому потрібно буде створити будь-який необхідний вступний елемент як перший сегмент фігури. Якщо потрібен вступний елемент, він має бути останнім сегментом фігури.
|
Note
|
На цьому етапі немає автоматичної опції для створення входу/виходу, якщо форма замкнена. |
10.3. Розмовна одинарна форма
Для створення доступні такі форми:
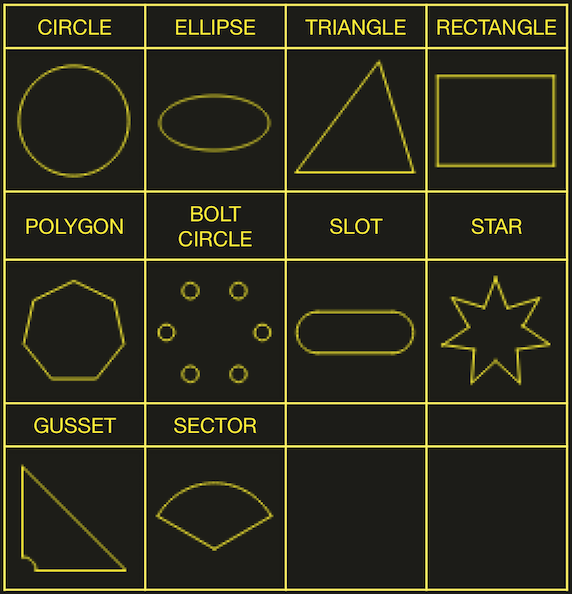
Щоб створити фігуру:
-
Виберіть відповідний значок для фігури, яку потрібно створити. Будуть відображені доступні параметри.
-
Виберіть матеріал з випадаючого списку МАТЕРІАЛ. Якщо матеріал не вибрано, буде використано матеріал за замовчуванням (00000).
-
Введіть відповідні значення та натисніть ПОПЕРЕДНІЙ ПЕРЕГЛЯД, щоб відобразити фігуру.
-
Якщо форма неправильна, відредагуйте значення та натисніть ПОПЕРЕДНІЙ ПЕРЕДПРОДАЖ, після чого відобразиться нова форма. Повторюйте, доки не будете задоволені результатом.
-
Натисніть ДОДАТИ, щоб додати фігуру до файлу G-коду.
-
Натисніть НАДІСЛАТИ, щоб надіслати файл G-коду до LinuxCNC (QtPlasmaC) для різання.
Для CIRCLE кнопка OVER CUT стане активною, коли буде вибрано CUT TYPE INTERNAL, а значення, введене в поле DIAMETER, буде меншим за параметр Small Hole Diameter у розділі Conversational SETTINGS.
Для КОЛА БОЛТІВ кнопка ОБІРІЗ буде дійсною, якщо значення, введене в поле ДІАМЕТР ОТВОРУ, менше за параметр ДІАМЕТР МАЛЕНЬКИХ ОТВОРІВ у розділі НАЛАШТУВАННЯ діалогового режиму.
Для наступних форм параметр ЗМІЩЕННЯ РЕЗУ стане активним після визначення ВХОДУ:
-
ТРИКУТНИК
-
ПРЯМОКУТНИК
-
ПОЛІГОН
-
СЛОТ
-
ЗІРКА
-
КЛАВИЦЯ
10.4. Розмовна група фігур
Кілька фігур можна об’єднати, щоб створити складну групу.
Порядок вирізання групи визначається порядком, у якому окремі фігури додаються до групи.
Після додавання фігури до групи її не можна редагувати або вилучати.
Групи не можуть мати фігури, їх можна лише додавати.
Щоб створити групу фігур:
-
Створіть першу фігуру, як у Одинарна фігура.
-
Натисніть ДОДАТИ, і фігура буде додана до групи.
-
Якщо користувач бажає додати ще одну версію тієї ж форми, відредагуйте необхідні параметри та натисніть ДОДАТИ, коли вас задовольнить форма.
-
Якщо користувач бажає додати іншу фігуру, виберіть цю фігуру та створіть її, як у Одна фігура.
-
Повторюйте, доки не будуть додані всі необхідні фігури для завершення групи.
-
Натисніть НАДІСЛАТИ, щоб надіслати файл G-коду до LinuxCNC (QtPlasmaC) для різання.
10.5. Розмовний блок

Функція «Розмовний блок» дозволяє виконувати операції з блоками над поточною фігурою або групою фігур, що відображаються у вкладці CONVERSATIONAL Tab. Це може включати файл G-коду, який не був створений за допомогою бібліотеки розмовних фігур, що була раніше завантажена з вкладки MAIN Tab.
Раніше збережений файл G-коду блоку також можна завантажити з MAIN Tab, а потім відредагувати будь-які його операції за допомогою функції діалогового блоку.
Всі операції з блоками виконуються в одиницях виміру, властивих для даної машини. Якщо було відкрито файл з іншою системою одиниць виміру, то копія, завантажена у вкладку CONVERSATIONAL, буде перетворена в одиниці виміру, властиві для даної машини, коли вкладка CONVERSATIONAL стане активною.
Блокові операції:
-
Повернути
-
Масштаб
-
Масив
-
Дзеркало
-
Фліп
Щоб створити блок:
-
Створіть фігуру, групу або використовуйте попередньо завантажений файл G-коду.
-
Натисніть значок Блокувати, щоб відкрити вкладку «Блокувати».
-
Введіть відповідні значення на вкладці «Блок» і натисніть ПОПЕРЕДНІЙ ПЕРЕГЛЯД, щоб відобразити отримані зміни.
-
Якщо результат неправильний, відредагуйте значення та натисніть PREVIEW, після чого буде показано новий результат. Повторюйте, доки не будете задоволені результатом.
-
Натисніть ДОДАТИ, щоб завершити процедуру.
-
Натисніть НАДІСЛАТИ, щоб надіслати файл G-коду до LinuxCNC (QtPlasmaC) для різання, або ЗБЕРЕГТИ, щоб зберегти файл G-коду.
- СТОЛОПЦІ ТА РЯДКИ
-
визначає кількість дублікатів оригінальної фігури, розташованих у стовпцях і рядках, а також відстань між початком кожної фігури.
- ORIGIN
-
змістити результат відносно початку координат.
- ANGLE
-
повернути результат.
- SCALE
-
масштабувати результат.
- РОТАЦІЯ
-
повернути фігуру в межах результату.
- ДЗЕРКАЛО
-
віддзеркалити фігуру відносно її координат X у результаті.
- ФЛІП
-
перевернути фігуру відносно її координат Y в межах результату.
Якщо результатом є масив фігур, то порядок вирізання результату – від лівого стовпця до правого, починаючи з нижнього рядка та закінчуючи верхнім рядком.
10.6. Розмовне збереження роботи
Поточне завдання, що відображається на панелі попереднього перегляду, можна зберегти в будь-який момент за допомогою кнопки SAVE (Зберегти) внизу. Якщо G-код був надісланий до LinuxCNC (QtPlasmaC) і користувач залишив вкладку CONVERSATIONAL Tab, він все одно може зберегти файл G-коду з графічного інтерфейсу користувача. Крім того, користувач може натиснути CONVERSATIONAL Tab, що перезавантажить завдання, після чого можна натиснути кнопку SAVE.
11. Повідомлення про помилки
11.1. Реєстрація помилок
Всі помилки записуються в журнал машини, який можна переглянути в STATISTICS Tab. Файл журналу зберігається в каталозі конфігурації після завершення роботи QtPlasmaC. Зберігаються п’ять останніх файлів журналу, після чого найстаріший файл журналу видаляється кожного разу, коли створюється новий файл журналу. Ці збережені файли журналу можна переглянути за допомогою будь-якого текстового редактора.
11.2. Відображення повідомлення про помилку
За замовчуванням QtPlasmaC відображатиме повідомлення про помилки у спливаючому вікні Operator Error (Помилка оператора). Крім того, QtPlasmaC сповіщатиме користувача про те, що помилка була відправлена до журналу системи, відображаючи повідомлення «ERROR SENT TO MACHINE LOG» (Помилка відправлена до журналу системи) у нижній лівій частині рядка стану.
Користувач може вимкнути спливаюче вікно «Помилка оператора» і переглядати повідомлення про помилки, перейшовши на вкладку STATISTICS Tab, змінивши наступну опцію на False у [SCREEN_OPTIONS] файлу <machine_name>.prefs у каталозі <machine_name>:
desktop_notify|
Note
|
<machine_name>.Налаштування необхідно редагувати із закритим QtPlasmaC, інакше будь-які зміни будуть перезаписані після виходу. |
Крім того, можна зробити так, щоб повідомлення ERROR SENT TO MACHINE LOG (Помилка відправлена до журналу машини) мигало, щоб привернути увагу користувача, додавши або відредагувавши наступну опцію в розділі [GUI_OPTIONS] файлу <machine_name>.prefs:
Помилка спалаху = True
11.3. Критичні помилки
QtPlasmaC виводить низку повідомлень про помилки, щоб інформувати користувача про несправності в міру їх виникнення. Повідомлення можна розділити на дві групи: Критичні та Попередження.
Критичні помилки призведуть до призупинення виконання програми, і оператору потрібно буде усунути причину помилки, перш ніж продовжити.
Якщо помилка виникла під час різання, то рух вперед або назад дозволено, поки машина призупинена, щоб користувач міг змінити положення машини перед відновленням різання.
Після усунення помилки програму можна відновити.
Ці помилки вказують на те, що відповідний датчик був активований під час різання:
-
активовано вимикач розриву, програма призупинена
-
поплавковий вимикач активовано, програма призупинена
-
омічний зонд активовано, програма призупинена
Ці помилки вказують на те, що відповідний датчик був активований до початку зондування:
-
омічний зонд виявлено до призупинення програми зондування
-
поплавковий вимикач виявлено до призупинення програми зондування
-
виявлено розривний вимикач до призупинення програми зондування
Сигнал Arc OK було втрачено під час різання, до досягнення команди M5:
-
дійсна програма втрати дуги призупинена
Вісь Z досягла нижньої межі до того, як було виявлено заготовку:
-
досягнуто нижньої межі під час паузи програми зондування
Заготовка занадто висока для будь-якого безпечного швидкого вилучення:
-
матеріал занадто високий для безпечного переміщення, програма призупинена
Одне з цих значень у розділі MATERIAL вкладки PARAMETERS є недійсним (наприклад: якщо воно встановлено на нуль):
-
недійсна висота проколу або недійсна висота різання або недійсне значення напруги різання, програму призупинено
Дугу не виявлено після спроб запуску заданої кількості разів, зазначеної у Max Starts (Максимальна кількість запусків) у кадрі ARC розділу CONFIGURATION на вкладці PARAMETERS:
-
дуга не виявлена після <n>d спроб запуску, програма призупинена
-
дуга не виявлена після <n>d спроб запуску, ручне різання зупинено
THC призвів до досягнення нижньої межі під час різання:
-
досягнуто нижньої межі, поки програма зниження рівня THC призупинена
THC призвело до досягнення верхньої межі під час різання:
-
досягнуто верхньої межі, поки програма підвищення рівня ТГК призупинена
Ці помилки вказують на те, що висота переміщення для проколу перевищить MAX_LIMIT осі Z для відповідного методу зондування:
-
висота проколу перевищить максимальну граничну умову осі Z, виявлену під час переміщення до висоти зонда під час зондування поплавковим вимикачем
-
висота проколу перевищить максимальну граничну умову осі Z, виявлену під час руху до висоти зонда під час омічного зондування
Ці помилки вказують на те, що висота проколу перевищить максимальну безпечну висоту осі Z для відповідного методу зондування:
-
висота проколу перевищить максимальну безпечну висоту осі Z, виявлену під час зондування поплавковим вимикачем
-
висота проколу перевищить максимальну безпечну висоту осі Z, виявлену під час омічного зондування
11.4. Попереджувальні повідомлення
Попереджувальні повідомлення не призупиняють роботу програми та є лише інформаційними.
Ці повідомлення вказують на те, що відповідний датчик був активований до початку перевірки зонда:
-
омічний зонд виявлено до переривання тесту зондувального зонда
-
поплавковий вимикач виявлено перед перериванням тесту зонда
-
виявлено розривний вимикач перед перериванням тесту зонду
Це вказує на те, що відповідний датчик активувався під час заміни витратного матеріалу:
-
під час заміни витратних матеріалів активовано обрив, плаваючий сигнал або омічний сигнал, рух призупиняється
ПОПЕРЕДЖЕННЯ: РУХ ВІДНОВИТЬСЯ НЕГАЙНО ПІСЛЯ ВИРІШЕННЯ ЦІЄЇ СТАНОВИ!
|
Warning
|
РУХ ЗМІНИ ВИТРАТНИХ МАТЕРІАЛІВ ВІДНОВИТЬСЯ НЕГАЙНО ПІСЛЯ ВИРІШЕННЯ ПРОБЛЕМИ З АКТИВАЦІЄЮ ВІДПОВІДНОГО ДАТЧИКА. |
Це вказує на те, що відповідний датчик був активований під час тестування зонда:
-
під час перевірки зонда виявлено розривний вимикач
Це вказує на те, що контакт із зондом було втрачено перед тим, як зондування почалося вгору для знаходження нульової точки:
-
помилка спрацьовування зонда під час зондування
Це вказує на те, що під час випробування зонда було досягнуто нижньої межі:
-
під час тестування зонда досягнуто нижньої межі
Це вказує на те, що переміщення для висоти проколу перевищить MAX_LIMIT осі Z під час відповідного методу зондування:
-
висота проколу перевищить максимальну граничну умову осі Z, виявлену під час переміщення до висоти зонда під час тестування зонда поплавкового вимикача
-
висота проколу перевищить максимальну граничну умову осі Z, виявлену під час руху до висоти зонда під час омічного тестування зонда
Це вказує на те, що безпечна висота була зменшена через те, що THC піднімає вісь Z під час різання:
-
безпечну висоту траверсу зменшено
Це вказує на те, що значення напруги дуги було недійсним (NAN або INF) під час запуску QtPlasmaC.
-
недійсна напруга дуги на вході
12. Оновлення QtPlasmaC
12.1. Стандартне оновлення
Повідомлення про оновлення QtPlasmaC розміщені за адресою https://forum.linuxcnc.org/plasmac/37233-plasmac-updates.
Користувачам наполегливо рекомендується створити ім’я користувача та підписатися на вищезазначену тему, щоб отримувати сповіщення про оновлення.
Для стандартної інсталяції ISO LinuxCNC буде оновлюватися тільки після виходу нової другорядної версії. QtPlasmaC автоматично оновить свою конфігурацію під час першого запуску після оновлення LinuxCNC.
LinuxCNC зазвичай оновлюється шляхом введення наступних команд у вікно терміналу (по одній):
sudo apt update
sudo apt dist-upgrade12.2. Постійне оновлення
Покращення та виправлення помилок не будуть доступні в стандартній інсталяції до випуску нової незначної версії LinuxCNC. Якщо користувач бажає оновлювати систему щоразу, коли виходить нова версія QtPlasmaC, він може скористатися репозиторієм LinuxCNC Buildbot замість стандартного репозиторію LinuxCNC, дотримуючись інструкцій на сторінці http://buildbot.linuxcnc.org/ .
13. Зміна існуючої конфігурації QtPlasmaC
Існує два способи змінити існуючу конфігурацію QtPlasmaC:
-
Запуск відповідного configuration wizard та завантаження файлу .conf, збереженого майстром.
-
Вручну відредагуйте INI- та/або HAL-файл конфігурації.
|
Important
|
Будь-які ручні зміни до файлів <machine_name>.ini та <machine_name>.hal не будуть зареєстровані в PnCConf або StepConf. |
|
Note
|
Якщо користувач не впевнений у повній назві виводу HAL, він може запустити LinuxCNC та виконати HalShow для отримання повного списку всіх виводів HAL. |
14. Налаштування графічного інтерфейсу QtPlasmaC
Стилізація графічного інтерфейсу QtPlasmaC здійснюється за допомогою таблиць стилів Qt, а деякі налаштування можна виконати за допомогою власних таблиць стилів. Це дозволяє користувачеві змінювати деякі елементи графічного інтерфейсу, такі як колір, межі, розмір тощо. Розміщення елементів графічного інтерфейсу змінити неможливо.
Інформація про таблиці стилів Qt доступна за посиланням тут.
Існує два способи застосування власних стилів:
-
Додати власний стиль: використовуйте це для незначних змін стилю.
-
Створити новий стиль, використовуйте це для повної зміни стилю.
14.1. Додати власний стиль
Додавання змін стилю до стандартного стильового аркуша здійснюється шляхом створення файлу в каталозі конфігурації <machine_name>. Цей файл ПОВИНЕН мати назву qtplasmac_custom.qss. Усі необхідні зміни стилю додаються до цього файлу.
Наприклад, користувач може захотіти, щоб напруга дуги відображалася червоним кольором, зелений світлодіод Torch On був більшого розміру, а кнопка Torch Enable була більшою. Це можна зробити за допомогою наступного коду в qtplasmac_custom.qss:
#arc_voltage {
color: #ff0000 }
#led_torch_on {
qproperty-diameter: 30;
qproperty-color: green }
#torch_enable::indicator {
width: 30;
height: 30}14.2. Створіть новий стиль
Налаштування власних таблиць стилів можна ввімкнути, встановивши відповідний параметр у розділі [GUI_OPTIONS] файлу <machine_name>.prefs. Цей параметр потрібно встановити на ім’я файлу таблиці стилів, як показано нижче.
Власний стиль = the_cool_style.qss
Ім’я файлу може бути будь-яким дійсним ім’ям файлу. Стандартне розширення — .qss, але це не обов’язково.
Існують деякі обмеження щодо налаштування стилю для QtPlasmaC, наприклад, кнопки перемикання, кнопки відновлення вирізаного тексту та кнопки діалогової форми є файлами зображень і не можуть бути налаштовані.
Файл користувацького стилю потребує заголовка в такому форматі:
/*****************************
Заголовок власного аркуша стилів
color1 = #000000
#QtPlasmaC default = #ffee06
color2 = #e0e0e0
#QtPlasmaC default = #16160e
color3 = #c0c0c0
#QtPlasmaC default = #ffee06
color4 = #e0e0e0
#QtPlasmaC default = #26261e
color5 = #808080
#QtPlasmaC default = #b0b0b0
*****************************/Кольори можуть бути виражені в будь-якому допустимому форматі таблиці стилів.
Вищезазначені кольори використовуються для наступних віджетів. Тому будь-яке налаштування стилю повинно враховувати ці кольори. Кольори, показані нижче, є стандартними кольорами, що використовуються в QtPlasmaC, разом з назвами кольорів з SETTINGS Tab.
| Колір | Параметр | Аффект |
|---|---|---|
color1 (#ffee06) |
Передній план |
передній план кнопок посуву |
color2 (#16160e) |
Фон |
фон кнопок користувача, що фіксуються |
color3 (#ffee06) |
Виділити |
фон активних кнопок користувача, що фіксуються |
color4 (#36362e) |
Альтернативний фон |
фон активного рядка відображення G-коду |
14.3. Повернення до стилю за замовчуванням
Користувач може повернутися до стилю за замовчуванням у будь-який час, виконавши такі дії:
-
Закрийте QtPlasmaC, якщо він відкрито.
-
Видаліть qtplasmac.qss з каталогу конфігурації машини.
-
Видаліть qtplasmac_custom.qss з каталогу конфігурації машини (якщо він існує).
-
Відкрийте файл <ім’я_машини>.prefs.
-
Видаліть розділ [COLOR_OPTIONS].
-
Видаліть опцію «Налаштування стилю» з розділу [GUI_OPTIONS].
-
Збережіть файл.
Під час наступного завантаження QtPlasmaC усі користувацькі стилі будуть видалені, і буде повернуто стиль за замовчуванням.
Нижче наведено приклад розділу та параметрів, які потрібно видалити з <назва_машини>.prefs:
[ПАРАМЕТРЫ_КОЛЬОРУ]
Передній план = #ffee06
Підсвічування = #ffee06
Світлодіод = #ffee06
Фон = #16160e
Висота фону = #36362e
Кадри = #ffee06
Зупинка = #ff0000
Вимкнено = #b0b0b0
Попередній перегляд = #00000014.4. Користувацький код Python
Можна додавати власний код Python, щоб змінити деякі існуючі функції або додати нові. Власний код можна додавати двома різними способами: файл команд користувача або періодичний файл користувача.
Файл команд користувача вказується в розділі DISPLAY файлу <machine_name>.ini та містить код Python, який обробляється лише один раз під час запуску.
USER_COMMAND_FILE = my_custom_code.py
Періодичний файл користувача повинен мати назву user_periodic.py і бути завантаженим у каталог конфігурації машини. Цей файл обробляється кожний цикл (зазвичай 100 мс) і використовується для функцій, які потребують регулярного оновлення.
14.5. Користувацький фільтр G-коду
Весь вхідний G-код аналізується фільтром G-коду, щоб переконатися, що він підходить для QtPlasmaC. Цей фільтр можна розширити за допомогою власного коду Python, що виконується з файлу в каталозі конфігурації, щоб полегшити перетворення різних варіантів G-коду у формат, придатний для QtPlasmaC.
Назва цього файлу — custom_filter.py, і він буде використаний автоматично, якщо існує.
Існує три попередньо встановлені методи, доступні для використання:
| Ім’я | Функція |
|---|---|
custom_pre_process |
Це виконує базову обробку кожного рядка перед будь-якою обробкою у фільтрі. |
custom_pre_parse |
Це аналізує будь-який G-код з рядка до будь-якого розбору, виконаного у фільтрі. |
custom_post_parse |
Це аналізує будь-який G-код з рядка після будь-якого розбору, виконаного у фільтрі. |
Ці методи застосовуються за такою процедурою:
-
Визначте метод з аргументом для вхідних даних.
-
Додайте будь-який необхідний код для маніпулювання даними.
-
Поверніть результуючі дані.
-
Приєднайте новий метод.
Наприклад, щоб видалити будь-який код, що починається з «G71», та змінити «M2» на «M5 $0» та «M2»:
def custom_pre_parse(data): if data[:3] == 'G71': return(None) if data == 'M2': return(f'M5 $0\n\n{data}') return(data) self.custom_pre_parse = custom_pre_parse
Крім того, таким же чином можна перевизначити будь-який існуючий метод у фільтрі. Для цього потрібно визначити таку саму кількість аргументів, як і в існуючому методі, враховуючи, що «self» в оригіналі не є аргументом.
def new_method_name(data): if data[:3] == 'G71': return(None) return(data) self.old_method_name = new_method_name
|
Note
|
Існуючий код фільтра можна знайти у файлі /bin/qtplasmac_gcode. Файл sim/qtplasmac/custom_filter.py містить приклад скелетного коду для налаштування фільтрації. |
15. Розширені теми QtPlasmaC
15.1. Налаштовані кнопки користувача
Графічний інтерфейс QtPlasmaC пропонує користувацькі кнопки, які можна налаштувати, додавши команди в розділ USER BUTTON ENTRIES вкладки SETTINGS Tab у файлі <machine_name>.prefs.
Кількість кнопок користувача залежить від типу дисплея та роздільної здатності, як зазначено нижче:
-
16:9 та 4:3 - мінімум 8, максимум 20
-
9:16 - Мінімум 15, максимум 20
Користувачеві потрібно буде запустити QtPlasmaC з потрібним розміром екрана, щоб визначити, скільки кнопок користувача доступно для використання.
Усі налаштування файлу <machine_name>.prefs для кнопок знаходяться в розділі [BUTTONS].
Текст, який відображається на кнопці, встановлюється таким чином:
n Name = HAL Show
Де n — це номер кнопки, а HAL Show — це текст.
Для тексту в кілька рядків розділіть текст за допомогою \ (зворотної скісної риски):
n Ім'я = HAL\Show
Якщо амперсанд має відображатися як текст, тоді потрібні два послідовні амперсанди:
n Name = PIERCE&&CUT
Кнопки можуть виконувати наступне:
Щоб виконати зовнішню команду, перед нею ставиться символ %.
n Код = %halshow
Щоб запустити зовнішній скрипт Python, перед назвою скрипта ставиться символ %, а також потрібне розширення .py. Символ ~ можна використовувати як скорочення для домашнього каталогу користувача.
n Code = %~/user_script.py
Щоб запустити G-код, просто введіть код для запуску.
n Code = G0 X100
Щоб запустити існуючу підпрограму.
n Code = o<the_subroutine> call
<machine_name>.Змінні ini-файлу можна вводити за допомогою стандартного формату G-коду LinuxCNC. Якщо включені вирази, їх потрібно взяти в квадратні дужки.
n Code = G0 X#<_ini[joint_0]home> Y1 n Code = G53 G0 Z[#<_ini[axis_z]max_limit> - 1.001]
Змінні файлу <machine_name>.prefs, а також змінні <machine_name>.ini можна ввести, уклавши кожну опцію в {} . Після кожного } необхідно ставити пробіл, якщо за ним йдуть інші символи. Якщо вирази містять вирази, їх необхідно укласти в дужки.
BUTTON_n_CODE = G0 X{LASER_OFFSET X axis} Y{LASER_OFFSET Y axis} BUTTON_n_CODE = G0 X{JOINT_0 HOME} Y1 BUTTON_n_CODE = G53 G0 Z[{AXIS_Z MAX_LIMIT} - 1.001]
Кілька кодів можна виконати, розділяючи їх символом "\" (зворотна скісну риску). Винятком є спеціальні команди, які мають бути однією командою на кнопку.
n Code = G0 X0 Y0 \ G1 X5 \ G1 Y5
Зовнішні команди та G-код можна використовувати одночасно на одній кнопці.
n Code = %halshow \ g0x.5y.5 \ %halmeter
Подвійний код дозволяє виконувати два фрагменти коду по черзі з кожним натисканням кнопки. Текст кнопки чергуватиметься з кожним натисканням кнопки, а індикатор можна за бажанням увімкнути.
Обов’язково вказуйте код кнопки в такому порядку: «подвійний код», перший код, альтернативний текст кнопки та другий код, розділені подвійною крапкою з комою. Якщо потрібен індикатор, то за бажанням додайте ";; правда" в кінці.
n Code = dual-code ;; code1 ;; name1 ;; code2 ;; true
При першому натисканні кнопки буде виконано код1, текст кнопки зміниться на ім’я1, а якщо вказано "true", індикатор засвітиться.
При другому натисканні кнопки буде виконано код2, текст кнопки зміниться на n Name, а індикатор згасне, якщо він світиться.
code1 і code2 відповідають правилам, описаним у попередніх поясненнях щодо коду: Зовнішні команди, Код Python та G-код. Допускається використання декількох кодів, а також їх поєднання.
Наведений нижче код дозволить користувачеві використовувати одну кнопку для почергового виконання двох фрагментів коду при кожному натисканні кнопки:
n Name = X+10 n Code = dual-code ;; G91\G0X10\G90 ;; X-10 ;; G91\G0X-10\G90
Початкова мітка буде X+10, при натисканні пальник переміститься на 10 в плюс по осі X, а мітка зміниться на X-10. При повторному натисканні пальник переміститься на 10 в мінус по осі X, а мітка зміниться на X+10.
Наступні команди повинні бути єдиною командою для кожної кнопки користувача, а код кнопки повинен починатися зі спеціальної команди. Винятком є toggle-laser, яка може з’являтися в будь-якому місці коду, як показано нижче.
Наведений нижче код дозволить користувачеві використовувати кнопку для інвертування поточного стану виводу біта HAL:
n Code = toggle-halpin the-hal-pin-name
Цей код потрібно використовувати як окрему команду, і він може керувати лише одним бітом HAL на кожну кнопку.
Кольори кнопок будуть відповідати стану виводу HAL.
Після встановлення коду при натисканні кнопка змінить кольори, а контакт HAL змінить стан контакту. Кнопка залишиться «зафіксованою» доти, доки її не натиснути знову, після чого кнопка повернеться до початкових кольорів, а контакт HAL — до початкового стану.
Користувач також може вказати альтернативний текст, який буде відображатися на кнопці, поки вона перебуває в зафіксованому стані. Щоб вказати альтернативний текст, використовуйте подвійну крапку з комою, за якою йде необхідний текст. Це повинен бути останній елемент у коді кнопки.
n Code = toggle-halpin the-hal-pin-name ;; PIN\TOGGLED
Є три External HAL Pins, які можна перемикати як вихід, імена контактів — qtplasmac.ext_out_0, qtplasmac.ext_out_1 та qtplasmac.ext_out_2. Підключення HAL до цих контактів HAL потрібно вказати у файлі postgui HAL, оскільки контакти HAL недоступні до завантаження графічного інтерфейсу QtPlasmaC.
Для перемикаючих кнопок HAL користувач може позначити відповідний контакт HAL як такий, що повинен бути увімкнений перед початком послідовності різання, додавши «cutcritical» після контакту HAL у коді кнопки. Якщо встановлено прапорець TORCH ENABLE (Увімкнути пальник) і запущено CYCLE START (Почати цикл), MANUAL CUT (Ручне різання) або SINGLE CUT (Одноразове різання), а кнопка «cutcritical» не ввімкнена, користувач отримає діалогове вікно з попередженням і запитом про продовження (CONTINUE) або скасування (CANCEL). У діалоговому вікні буде перелічено всі неперемикані кнопки з відповідними прапорцями, і користувач зможе вибрати, які з кнопок слід перемикати автоматично після натискання CONTINUE (ПРОДОВЖИТИ).
n Code = перемикач-halpin назва-hal-pin cutcritical
Наведений нижче код дозволить користувачеві використовувати кнопку для інвертування поточного стану виводу біта HAL лазера для вирівнювання:
n Код = toggle-laser
Цей код також можна використовувати як багатокомандну команду з G-кодом або зовнішніми командами, але він може керувати лише виводом біта HAL лазера вирівнювання.
Кольори кнопок будуть відповідати стану штифта HAL вирівнювального лазера.
Після встановлення коду при натисканні кнопка змінить кольори, а вивід HAL лазера вирівнювання змінить стан виводу. Кнопка залишиться «зафіксованою» до наступного натискання, після чого вона повернеться до початкових кольорів, а вивід HAL лазера вирівнювання — до початкового стану.
Наступний код дозволить користувачеві за допомогою кнопки змінити поточний стан виводу HAL лазера вирівнювання, а потім перемістити осі X і Y на відстань зміщення лазера вирівнювання, як зазначено у файлі <machine_name>.prefs:
n Code = G0 X{LASER_OFFSET X axis} Y{LASER_OFFSET Y axis} \ toggle-laser
Позиція команди "toggle-laser" не важлива, оскільки вона завжди виконується першою командою, незалежно від її позиції.
Наведений нижче код дозволить користувачеві за допомогою кнопки імпульсно передавати біт HAL протягом 0,5 секунд:
n Code = pulse-halpin the-hal-pin-name 0.5
Цей код потрібно використовувати як окрему команду, і він може керувати лише одним бітом HAL на кожну кнопку.
Тривалість імпульсу вказується в секундах, якщо тривалість імпульсу не вказана, то за замовчуванням встановлюється одна секунда.
Кольори кнопок будуть відповідати стану виводу HAL.
Після встановлення коду, при натисканні кнопки, кнопка змінить кольори, контакт HAL змінить стан контакту, а на кнопці буде відображено час, що залишився. Колір кнопки та стан контакту залишатимуться зміненими до закінчення таймера тривалості імпульсу, після чого кнопка повернеться до початкових кольорів, контакт HAL — до початкового стану, а кнопка — до початкової назви.
Активний імпульс можна скасувати повторним натисканням кнопки.
Є три External HAL Pins, які доступні для імпульсів як вихід, імена контактів: qtplasmac.ext_out_0, qtplasmac.ext_out_1 та qtplasmac.ext_out_2. Підключення HAL до цих контактів HAL потрібно вказати у файлі postgui HAL, оскільки контакти HAL недоступні до завантаження графічного інтерфейсу QtPlasmaC.
QtPlasmaC почне зондування, і коли матеріал буде виявлений, вісь Z підніметься до висоти проколу, яка в даний момент відображається в розділі MATERIAL (МАТЕРІАЛ) на вкладці PARAMETERS Tab (плазма:вкладка параметрів,вкладка PARAMETERS). Якщо користувач вибрав «Переглянути матеріал» у розділі GUI SETTINGS (Налаштування графічного інтерфейсу) вкладки SETTINGS Tab, це значення буде відображатися у верхньому лівому куті вікна PREVIEW (Попередній перегляд) поруч із PH:.
QtPlasmaC буде чекати в цьому стані протягом зазначеного часу (округленого до цілих чисел), перш ніж повернути вісь Z у вихідне положення. Приклад 6-секундної затримки наведено нижче. Якщо час не вказано, час зондування за замовчуванням становитиме 10 секунд.
n Code = probe-test 6
|
Note
|
Увімкнення кнопки користувача як кнопки Probe Test додасть external HAL pin, який може бути підключений від підвісного пристрою тощо. Підключення HAL до цього контакту HAL потрібно вказати у файлі postgui HAL, оскільки контакт HAL недоступний до завантаження графічного інтерфейсу QtPlasmaC. |
QtPlasmaC увімкне вихідний сигнал Ohmic Probe Enable, і якщо буде виявлено вхідний сигнал Ohmic Probe, на панелі SENSOR загориться світлодіодний індикатор. Основна мета цього — забезпечити можливість швидкого тестування на наявність короткого замикання в наконечнику пальника.
n Код = ohmic-test
|
Note
|
Увімкнення кнопки користувача як кнопки омічного тесту додасть external HAL pin, який може бути підключений від підвісного пристрою тощо. Підключення HAL до цього контакту HAL потрібно вказати у файлі postgui HAL, оскільки контакт HAL недоступний до завантаження графічного інтерфейсу QtPlasmaC. |
Якщо вибрано цю кнопку, вона перемикатиметься між двома режимами тип-різання, Пробиття та Різання (режим різання за замовчуванням) або Тільки пробиття.
n Код = cut-type
Натискання цієї кнопки переміщує пальник до заданих координат, коли машина перебуває в стані паузи, що дозволяє користувачеві легко змінювати витратні матеріали пальника.
Дійсні записи: Xnnn Ynnn Fnnn. Принаймні одна з координат X або Y обов’язкова, швидкість подачі (F) необов’язкова.
Координати X та Y вказані в абсолютних машинних координатах. Якщо X або Y відсутні, буде використано поточну координату для цієї осі.
Швидкість подачі (F) необов’язкова. Якщо вона відсутня або недійсна, буде використано швидкість подачі поточного матеріалу.
Існує три способи повернення до попередніх координат:
-
Знову натисніть кнопку Змінити витратні матеріали — пальник повернеться до початкових координат, і машина чекатиме в цьому положенні, поки користувач відновить програму.
-
Натисніть ВІДНОВИТИ ЦИКЛ — пальник повернеться до початкових координат, і програма продовжить роботу.
-
Натисніть CYCLE STOP – пальник повернеться до початкових координат, і програма перерветься.
n Code = change-consumables X10 Y10 F1000
|
Note
|
Увімкнення кнопки користувача як кнопки «Змінити витратні матеріали» додасть external HAL pin, який може бути підключений від підвісного пристрою тощо. Підключення HAL до цього контакту HAL потрібно вказати у файлі postgui HAL, оскільки контакт HAL недоступний до завантаження графічного інтерфейсу QtPlasmaC. |
Завантаження G-кодової програми з каталогу, зазначеного змінною PROGRAM_PREFIX у файлі <machine_name>.ini (зазвичай ~/linuxcnc/nc_files), можливе за допомогою такого формату:
n Code = load G-code.ngc
Якщо файл G-коду користувача знаходиться в підкаталозі каталогу PROGRAM_PREFIX, доступ до нього можна отримати, додавши ім’я підкаталогу на початку імені файлу G-коду. Приклад для підкаталогу з ім’ям plasma:
n Code = load plasma/G-code.ngc
Зверніть увагу, що перший символ "/" не є обов’язковим, оскільки він буде додано автоматично.
Увімкніть пальник на заданий час. Час повинен бути вказаний в секундах з точністю до одного десяткового знака. Максимально допустимий час становить 3 секунди, будь-яке значення, вказане вище цього значення, буде обмежено 3 секундами. Приклад імпульсу тривалістю 0,5 секунди наведено нижче. Якщо час не вказано, за замовчуванням буде встановлено 1 секунду. Час імпульсу з більш ніж одним десятковим знаком буде округлено до одного десяткового знака.
Повторне натискання кнопки під час зворотного відліку призведе до вимкнення ліхтарика, як і натискання клавіші «Esc», якщо комбінації клавіш увімкнено у вкладці НАЛАШТУВАННЯ.
Якщо кнопка буде відпущена до завершення відліку, ліхтарик вимкнеться після завершення відліку. Якщо кнопка буде утримуватися до завершення відліку, ліхтарик залишиться увімкненим доти, доки кнопка не буде відпущена.
n Code = torch-pulse 0.5
|
Note
|
Увімкнення кнопки користувача як кнопки Torch Pulse додасть external HAL pin, який може бути підключений від підвісного пристрою тощо. Підключення HAL до цього контакту HAL потрібно вказати у файлі postgui HAL, оскільки контакт HAL недоступний до завантаження графічного інтерфейсу QtPlasmaC. |
Виконайте одинарний різ. При цьому використовується автоматична функція одинарний різ.
n Код = single-cut
Обрамлення — це можливість переміщувати пальник по периметру прямокутника, який охоплює межі поточного завдання.
Контакт HAL для увімкнення лазера (qtplasmac.laser_on) буде увімкнено під час переміщення кадру, а будь-які зміщення X/Y для лазерної указки у файлі <machine_name>.prefs також будуть застосовані до руху X/Y. Після завершення руху кадрування пальник переміститься в положення X0 Y0, щоб очистити всі застосовані зміщення лазера, а qtplasmac.laser_on буде вимкнено.
Під час запуску циклу кадрування важливо зазначити, що за замовчуванням вісь Z буде переміщена на висоту [AXIS_Z]MAX_LIMIT - 5 мм (0,2 дюйма) перед початком руху X/Y.
Швидкість рухів XY фреймінгового руху можна задати таким чином, щоб фреймінговий рух завжди відбувався із заданою швидкістю. Це можна зробити, додавши швидкість подачі (F) як останню частину коду кнопки. Якщо швидкість подачі не вказана в коді кнопки, швидкість фреймінгового руху за замовчуванням буде дорівнювати швидкості подачі для поточного вибраного матеріалу.
Наступні кнопки графічного інтерфейсу та комбінації клавіш (якщо їх увімкнено у вкладці НАЛАШТУВАННЯ) дійсні під час кадрування руху:
-
Натискання CYCLE STOP або ESC keyboard shortcut - Зупиняє рух кадрування.
-
Натискання ЦИКЛ ПАУЗА або ПРОБІЛ keyboard shortcut - Призупиняє рух кадрування.
-
Натискання CYCLE RESUME або CTRL+r keyboard shortcut - відновлює призупинений рух кадрування.
-
Зміна ПОВЗУНЦЯ ПОДАЧІ або будь-якого з CTRL+0-9 keyboard shortcuts - Уповільнює швидкість подачі.
|
Note
|
ЯКЩО ШВИДКІСТЬ ПОДАЧІ ЗМІНЮЄТЬСЯ ДЛЯ РУХУ КАДРУВАННЯ, ПЕРЕД НАТИСКАННЯМ КНОПКИ «ПУСК ЦИКЛУ» ТА РІЗАННЯМ ЗАВАНТАЖЕНОГО ЗАВДАННЯ ПОТРІБНО ПОВЕРНУТИ ПОВЗУНЕЦЬ ПОДАЧІ У ПОЛОЖЕННЯ 100%. |
n Код = framing
Користувач може пропустити початковий рух Z за замовчуванням та запустити послідовність кадрування на поточній висоті Z, додавши "usecurrentzheight" після "framing".
n Code = framing usecurrentzheight
Щоб вказати швидкість подачі:
n Code = framing F100
або:
n Code = framing usecurrentzheight F100
Увімкнення кнопки користувача як кнопки кадрування додасть external HAL pin, який може бути підключений від підвісного пристрою тощо. Підключення HAL до цього контакту HAL потрібно вказати у файлі postgui HAL, оскільки контакт HAL недоступний до завантаження графічного інтерфейсу QtPlasmaC.
Ручне різання функціонує ідентично кнопці F9 для початку або завершення ручного різання.
n Код = manual-cut
Це дозволяє показувати/приховувати екран перегляду зміщень, на якому відображаються всі зміщення верстата. Всі відносні зміщення можна редагувати, а координатам робочої системи G54 ~ G59.3 можна присвоювати власні імена.
n Код = offsets-view
Це дозволяє завантажувати останній змінений файл у каталозі. Ім’я каталогу необов’язкове, і якщо його пропустити, за замовчуванням буде використано останній каталог, з якого було завантажено файл.
n Code = latest-file /home/me/linuxcnc/nc_files/qtplasmac-test
Це дозволяє показувати/приховувати онлайн-інструкцію користувача у форматі HTML для поточної версії LinuxCNC. Зверніть увагу, що для цієї функції потрібен доступ до Інтернету.
n Code = user-manual
Це дозволяє перемикатися між режимом суглоба та режимом телеоп. Щоб ця кнопка була активною, машина має бути увімкнена та переведена в початкове положення.
n Code = toggle-joint
15.2. Периферійні зміщення (лазер, камера, розмітка, зонд зміщення)
Використовуйте наступну послідовність для встановлення зміщень для лазера, камери, розмітки або зонда зміщення:
-
Покладіть шматок обрізків матеріалу під пальник.
-
Перш ніж продовжувати, машина повинна бути в головному стані та в режимі очікування.
-
Відкрийте вкладку НАЛАШТУВАННЯ.
-
Натисніть кнопку «ВСТАНОВИТИ ЗМІЩЕННЯ», щоб відкрити діалогове вікно «Встановити периферійні зміщення».
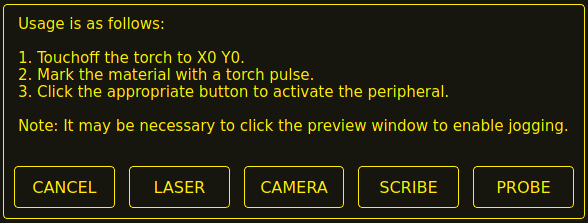
-
Натисніть кнопку X0Y0, щоб встановити положення пальника на нуль.
-
Зробіть позначку на матеріалі одним із таких способів:
-
Зменште налаштування пальника до потрібної висоти проколу, а потім увімкніть імпульсний струм пальника, щоб створити заглиблення в матеріалі.
-
Нанесіть маркувальний барвник на екран пальника, потім поштовхом опустіть пальник, щоб позначити матеріал.
-
-
Натисніть відповідну кнопку, щоб активувати периферійний пристрій.
-
Тепер з’явиться діалогове вікно «Отримати периферійні зміщення».
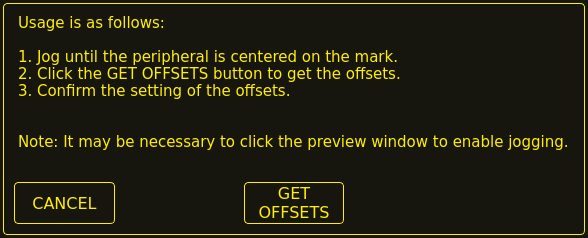
-
Підніміть вісь Z так, щоб пальник та периферійне обладнання не торкалися матеріалу.
-
Пересуньте осі X/Y так, щоб периферійний пристрій був по центру позначки пальника.
-
Натисніть кнопку «ОТРИМАТИ ЗМІЩЕННЯ», щоб отримати зміщення, і відкриється діалогове вікно підтвердження.
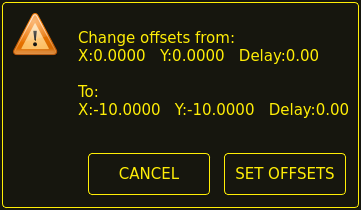
-
Натисніть кнопку «ВСТАНОВИТИ ЗМІЩЕННЯ», і зміщення тепер будуть збережені.
Скасування можна здійснити на будь-якому етапі, натиснувши кнопку СКАСУВАТИ, яка закриє діалогове вікно, і жодні зміни не будуть збережені.
Якщо в пункті 7 вище було вибрано CAMERA і існує більше однієї камери, з’явиться діалогове вікно вибору камери. Необхідно вибрати відповідну камеру, перш ніж з’явиться діалогове вікно Get Peripheral Offsets.
Якщо у пункті 7 вище було вибрано PROBE (ЗОНД), то перед діалоговим вікном підтвердження у пункті 11 з’явиться діалогове вікно затримки. Це вікно встановлюється для затримки, необхідної для розгортання зонда в робоче положення.
|
Note
|
Можливо, знадобиться клацнути вікно попереднього перегляду, щоб увімкнути поштовх. Дотримуючись вищезазначеної процедури, зміщення будуть доступні для використання негайно, і перезапуск LinuxCNC не потрібен. |
15.3. Зберігайте рух Z
За замовчуванням QtPlasmaC видаляє всі рухи по осі Z із завантаженого файлу G-коду та додає початковий рух по осі Z, щоб на початку файлу пальник знаходився біля верхньої межі ходу. Якщо користувач бажає використовувати свій стіл з маркером, різальним ножем, алмазним різаком тощо, встановленими в тримачі пальника, QtPlasmaC має можливість зберегти рухи по осі Z під час виконання програми, додавши наступну команду в файл G-коду:
#<keep-z-motion> = 1
Пропуск цієї команди або встановлення значення, відмінного від 1, призведе до того, що QtPlasmaC повернеться до стандартної поведінки, яка полягає у видаленні всіх рухів по осі Z із завантаженого файлу G-коду та виконанні початкового руху по осі Z, щоб на початку файлу підвести пальник до верхньої межі ходу.
15.4. Зовнішні контакти HAL
QtPlasmaC створює деякі HAL-піни, які можна використовувати для підключення зовнішньої кнопки або брелока тощо.
З’єднання HAL з цими контактами HAL потрібно вказати у файлі HAL postgui, оскільки контакти HAL недоступні, доки не завантажиться графічний інтерфейс QtPlasmaC.
Наступні піни HAL-бітів створюються завжди. Пін HAL має ідентичну поведінку, як і відповідна кнопка графічного інтерфейсу QtPlasmaC.
| Функція кнопки користувача | HAL Pin | Функція графічного інтерфейсу |
|---|---|---|
Перемикач живлення машини |
|
ПОТУЖНІСТЬ |
Запустіть завантажену програму G-коду |
|
ПОЧАТОК ЦИКЛУ |
Призупинити/відновити завантажену програму G-коду |
|
ПАУЗА/ВІДНОВЛЕННЯ ЦИКЛУ |
Призупинити завантажену програму G-коду |
|
ЦИКЛ ПАУЗА |
Відновіть завантажену програму G-коду |
|
РЕЗЮМЕ ЦИКЛУ |
Перервати завантажену програму G-коду |
|
ЗУПИНКА ВЕЛОСИПЕДУ |
Доторкання до осей X та Y до нуля |
|
X0Y0 |
Використовуйте лазер для встановлення початку координат з обертанням або без нього |
|
ЛАЗЕР |
Увімкнути/вимкнути закріплення qtplasmac.laser_on |
|
N/A |
Запуск/Пауза/Відновлення завантаженої програми G-коду |
|
ПУСК ЦИКЛУ, ПАУЗА ЦИКЛУ, ВІДНОВЛЕННЯ ЦИКЛУ послідовно |
Коригування висоти пальника плюс |
|
ЗАМІНИТИ |
Мінус коригування висоти пальника |
|
ЗАМІНИТИ - |
Скидання корекції висоти пальника |
|
ЗАМІНА СКИДАННЯ ДО 0.00 |
Шкала корекції висоти пальника |
|
N/A |
Перемикання швидкості бігу між швидкою та повільною |
|
БІГ ТРУБОМ ШВИДКО/ПОВІЛЬНО |
Увімкнути/вимкнути THC |
|
УВІМКНУТИ THC |
Увімкнути/вимкнути ліхтарик |
|
УВІМК. ФАКЕЛ |
Увімкнути/вимкнути блокування кута |
|
УВІМКНЕННЯ ЗАХИСТУ ВІД ЗАНЯТТЯ ПРОТИ ЗАНУРЮВАННЯ |
Увімкнути/вимкнути блокування порожнечі |
|
УВІМКНЕННЯ ЗАХИСТУ ВІД ЗАНУРЮВАННЯ VOID |
Перемикач використання автоматичного налаштування напруги |
|
АВТОВОЛЬТИ |
Увімкнення/вимкнення омічного зонда |
|
ОМІЧНЕ УВІМКНЕННЯ |
Перемикання режиму сітки |
|
РЕЖИМ СІТКИ |
Ігнорування дуги/ОК |
|
ІГНОРУВАТИ ОК |
Вперед за запрограмованим шляхом |
|
ВІДНОВЛЕННЯ РІЗАННЯ ВПЕРЕД |
Зворотний рух вздовж запрограмованого шляху |
|
ВІДНОВЛЕННЯ РІЗАННЯ REV |
Скасувати будь-який рух відновлення від розрізів |
|
РІЗАТИ ВІДНОВЛЕННЯ СКАСУВАТИ ПЕРЕМІЩЕННЯ |
Перемістити вгору |
|
Стрілка вгору для відновлення після розрізання |
Перемістити вниз |
|
Стрілка вниз для відновлення після розрізання |
Рухатися праворуч |
|
Стрілка праворуч для відновлення після розрізу |
Рухатися ліворуч |
|
Стрілка ліворуч для відновлення після розрізу |
Перемістити вгору-вправо |
|
Стрілка вгору праворуч для відновлення після розрізу |
Перемістити вгору-ліворуч |
|
Стрілка ВІДНОВЛЕННЯ РІЗІВ ліворуч угору |
Перемістити вниз праворуч |
|
Стрілка вниз праворуч для відновлення після розрізу |
Перемістити вниз ліворуч |
|
Стрілка вниз ліворуч для відновлення після розрізу |
Наступні виводи HAL, які дозволяють використовувати MPG для керування коригуванням висоти, завжди створюються.
| Функція | HAL Pin |
|---|---|
Увімкнути керування висотою MPG |
|
Зміна висоти MPG |
|
Наступні бітові контакти HAL створюються тільки в тому випадку, якщо функція вказана в custom user button. Контакт HAL має таку саму поведінку, як і відповідна кнопка користувача.
| Функція кнопки користувача | HAL Pin |
|---|---|
Тест зонда |
|
Імпульс факела |
|
Омічний тест |
|
Зміна витратних матеріалів |
|
Обрамлення |
|
Наступні виводи бітів HAL завжди створюються і можуть використовуватися користувацькими кнопками Toggle HAL Pin або Pulse HAL Pin для зміни стану виходу.
| HAL Pin |
|---|
qtplasmac.ext_out_0 |
qtplasmac.ext_out_1 |
qtplasmac.ext_out_2 |
15.5. Приховати кнопки програм
Якщо користувач має зовнішні кнопки та/або підвісний пульт, що імітує будь-яку з програмних кнопок CYCLE START, CYCLE PAUSE або CYCLE STOP, то можна приховати будь-яку або всі ці програмні кнопки графічного інтерфейсу, додавши наступні опції до розділу [GUI_OPTIONS] файлу <machine_name>.prefs:
Приховати запуск = True Приховати паузу = True Приховати переривання = True
Для графічних інтерфейсів зі співвідношенням сторін 16:9 або 4:3 приховування кожної з цих кнопок графічного інтерфейсу призведе до появи ще двох кнопок користувача в графічному інтерфейсі.
15.6. Режим налаштування 0 Дуга OK
Режим 0 Arc OK використовує напругу дуги для встановлення сигналу Arc OK. Це досягається шляхом вибірки напруги дуги кожний цикл сервоприводу. Для встановлення сигналу Arc OK необхідно мати певну кількість послідовних зразків, які повинні знаходитися в межах заданого порогу. Ці напруги також повинні знаходитися в заданому діапазоні.
У вкладці PARAMETERS є два налаштування для встановлення діапазону:
-
OK High Volts – це верхнє значення діапазону напруги. Значення за замовчуванням – 250 В.
-
OK Low Volts – нижнє значення діапазону напруги. Значення за замовчуванням – 60 В.
Обидва ці значення можна змінити шляхом безпосереднього введення або за допомогою кнопок збільшення/зменшення.
Також передбачено два виводи HAL, які дозволяють користувачеві налаштовувати задане значення. Ці виводи HAL:
-
plasmac.arc-ok-countsщо є кількістю послідовних показників у межах порогового значення, необхідних для встановлення сигналу «Дуга в порядку». Значення за замовчуванням — 10. -
plasmac.arc-ok-thresholdщо є максимальним відхиленням напруги, дозволеним для дійсної напруги, що встановлює сигнал «Дуга в порядку». Значення за замовчуванням — 10.
У наступному прикладі кількість необхідних послідовних показників буде встановлено на 6:
setp plasmac.arc-ok-counts 6
Ці налаштування, якщо вони використовуються, мають бути у файлі конфігурації custom.hal.
15.7. Затримка втрати дуги
Деякі джерела живлення плазми/конфігурації верстатів можуть втратити сигнал Arc OK або тимчасово під час різання, або назавжди ближче до кінця різання, що змушує QtPlasmaC призупинити програму і повідомити про помилку «втрачено дійсну дугу».
Існує контакт HAL під назвою «plasmac.arc-lost-delay», який можна використовувати для встановлення затримки (у секундах), що запобігатиме призупиненню програми/помилці, якщо втрачений сигнал Arc OK буде відновлено або команда M5 буде виконана до закінчення встановленого періоду затримки.
Важливо зазначити, що THC буде вимкнено та заблоковано на висоті різання, яка була встановлена на момент втрати сигналу Arc OK.
Наступний код встановить затримку 0,1 секунди:
setp plasmac.arc-lost-delay 0.1
Рекомендується, щоб користувач встановив цей PIN-код у файлі custom.hal.
Це налаштування слід використовувати лише у випадку, якщо користувач стикається з вищезазначеними симптомами. Слід також зазначити, що користувач може використовувати відповідні команди G-коду Ignore Arc OK для досягнення аналогічного результату.
15.8. Нульове вікно
Невеликі коливання напруги дуги, що відображається під час роботи машини в режимі холостого ходу, можливі залежно від багатьох різних змінних (електричний шум, неправильне налаштування THCAD тощо).
Після усунення всіх факторів, що сприяють цьому, якщо невелике коливання все ще існує, його можна усунути, розширивши вікно напруги, для якого QtPlasmaC відображатиме 0 В.
PIN-код для налаштування цього значення називається plasmac.zero-window, а значення за замовчуванням встановлено на 0.1. Щоб змінити це значення, додайте PIN-код та потрібне значення до файлу custom.hal.
У наступному прикладі вікно напруги буде встановлено на відображення як 0 В від -5 В до +5 В:
setp plasmac.zero-window 5
15.9. Налаштування зондування порожнечі
Окрім налаштування Void Slope у PARAMETERS Tab, є два виводи HAL для точного налаштування захисту від занурення. Ці виводи HAL:
-
plasmac.void-on-cycles що є кількістю перевищень швидкості нахилу, щоб активувати функцію проти занурення без можливості занурення. Значення за замовчуванням — 2.
-
plasmac.void-off-cycles – кількість циклів без перевищення швидкості нахилу, що призводить до деактивації функції захисту від занурення. Значення за замовчуванням – 10.
У наступному прикладі необхідно встановити кількість циклів увімкнення на 3:
setp plasmac.void-on-cycles 3
Мета полягає в тому, щоб отримати якомога нижче значення Void Slope без помилкових спрацьовувань, а потім відрегулювати цикли ввімкнення та вимкнення, щоб забезпечити чітке ввімкнення та вимкнення функції запобігання зануренню. У більшості випадків не потрібно змінювати цикли ввімкнення та вимкнення від значення за замовчуванням.
Ці налаштування, якщо вони використовуються, мають бути у файлі конфігурації custom.hal.
15.10. Максимальне зміщення
Максимальне зміщення (Max Offset) – це відстань (у міліметрах) від Z MAX_LIMIT, на яку QtPlasmaC дозволить переміщення осі Z під керуванням машини.
Контакт для регулювання цього значення називається plasmac.max-offset, а його значення за замовчуванням (у міліметрах) встановлено на 5. Щоб змінити це значення, додайте контакт і необхідне значення до файлу custom.hal. Не рекомендується використовувати значення менше 5 мм, оскільки перевищення зміщення може спричинити непередбачувані проблеми.
У наступному прикладі відстань від Z MAX_LIMIT буде встановлено на 10 мм:
setp plasmac.max-offset 10
15.11. Увімкнути вкладки під час автоматизованого руху
За замовчуванням, всі вкладки, крім MAIN Tab, вимкнені під час автоматичного переміщення. Можна ввімкнути всі вкладки, крім CONVERSATIONAL Tab, під час автоматичного переміщення, встановивши наступний HAL-пін True:
setp qtplasmac.tabs_always_enabled 1
|
Warning
|
Оператор несе відповідальність за те, щоб машина була обладнана відповідним, справним апаратним аварійним вимикачем. Якщо для навігації по графічному інтерфейсу QtPlasmaC використовується тільки сенсорний екран, зупинити автоматичний рух машини можна тільки на вкладці MAIN (ГОЛОВНА). |
15.12. Блокування поштовхового руху за допомогою Z+ Jog
Можна скасувати блокування поштовхового переміщення, використовуючи графічний інтерфейс користувача або клавіатуру для поштовхового переміщення в напрямку Z+, замість того, щоб встановлювати прапорець «Скасувати поштовхове переміщення» на вкладці SETTINGS.
Це робиться шляхом зміни наступного параметра на True у [GUI_OPTIONS] файлу <machine_name>.prefs у папці <machine_name>:
Перезаблокувати поштовховий хід через Z+
15.13. Виходи стану QtPlasmaC
Компонент plasmac HAL має контакт HAL з назвою plasmac.state-out, який можна використовувати для взаємодії з компонентами, запрограмованими користувачем, щоб отримати інформацію про поточний стан компонента.
| Штат | Ім’я | Опис |
|---|---|---|
0 |
|
простоює та очікує команди запуску |
1 |
|
переміститися вниз до висоти зонда |
2 |
|
зонд вниз, доки не відчує матеріал |
3 |
|
переміщуйте зонд вгору, доки матеріал не перестане виявлятися, це встановлює нульову висоту |
4 |
|
наразі не використовується |
5 |
|
піднятися на висоту проколу |
6 |
|
увімкніть ліхтарик |
7 |
|
зачекайте, поки дуга не буде виявлена в порядку |
8 |
|
зачекайте час затримки проколювання |
9 |
|
починається рух xy, перемістіться на висоту стрибка калюжі |
10 |
|
перемістити на висоту зрізу |
11 |
|
різання в режимі 0 або режимі 1 |
12 |
|
різання в режимі 2 |
13 |
|
пауза руху в кінці різання |
14 |
|
переміститися на безпечну висоту |
15 |
|
переміститися на максимальну висоту |
16 |
|
завершити поточне скорочення |
17 |
|
завершити поточну роботу |
18 |
|
імпульс пальника активний |
19 |
|
рух відновлення зрізу активний під час паузи |
20 |
|
активний омічний тест |
21 |
|
тест зонда активний |
22 |
|
завдання списування активне |
23 |
|
перейти до координат зміни витратних матеріалів |
24 |
|
повернення з координат зміни витратних матеріалів |
25 |
|
відновлення зрізу активне |
26 |
|
відновлення зрізу деактивовано |
Стан DEBUG призначений лише для тестування і зазвичай не зустрічається.
15.14. Налагодження QtPlasmaC Друк
Компонент HAL plasmac має вивід HAL під назвою plasmac.debug-print, який, якщо встановити значення 1 (true), виводитиме на термінал кожну зміну стану як засіб налагодження.
15.15. Комунікації Hypertherm PowerMax
Зв’язок можна встановити з плазмовим різаком Hypertherm PowerMax, який має порт RS485. Ця функція дозволяє автоматично встановлювати Режим різання, Силу струму різання та Тиск газу з Параметрів різання файлу матеріалу. Крім того, користувач зможе переглянути Час роботи дуги PowerMax у форматі hh:mm:ss на вкладці Вкладка СТАТИСТИКА.
Якщо Тиск газу встановлено на нуль, то PowerMax автоматично розрахує необхідний тиск на основі Режиму різання, Струму різання, типу пальника та довжини пальника.
Зміна режиму різання встановить тиск газу до нуля, що призведе до використання автоматичного режиму регулювання тиску газу.
Максимальні та мінімальні значення цих параметрів зчитуються з плазмового різака, а відповідні кнопки в меню «Параметри різання» обмежуються цими значеннями. Тиск газу не можна змінювати з нуля, поки не буде встановлено зв’язок.
Ця функція вмикається шляхом встановлення правильного імені порту для опції PM_PORT у розділі [POWERMAX] файлу <machine_name>.prefs. Якщо опція PM_PORT не встановлена у файлі <machine_name>.prefs, віджети, пов’язані з цією функцією, не будуть видимими.
Приклад увімкнення комунікацій Hypertherm PowerMax на USB0:
[POWERMAX] Port = /dev/ttyusb0
Якщо користувач не впевнений у назві порту, у каталозі конфігурації є скрипт Python, який покаже всі доступні порти і який також можна використовувати для тестування зв’язку з плазмовим блоком перед увімкненням цієї функції в графічному інтерфейсі QtPlasmaC.
Щоб скористатися тестовим скриптом, виконайте такі інструкції:
Для встановлення пакета (Buildbot) введіть таку команду у вікні терміналу:
pmx485-testДля встановлення на місці введіть такі дві команди у вікні терміналу:
source ~/linuxcnc-dev/scripts/rip-environment
pmx485-testОдиниця виміру тиску газу (psi або bar) визначається даними, отриманими під час початкового налаштування каналу зв’язку, і потім відображається поруч із налаштуванням тиску газу в розділі «МАТЕРІАЛ» на вкладці «плазма:параметри», вкладка «ПАРАМЕТРИ».
Після встановлення зв’язку машина PowerMax перейде в дистанційний режим і на цьому етапі її можна буде керувати тільки дистанційно (через графічний інтерфейс QtPlasmaC). Зв’язок можна перевірити, спостерігаючи за дисплеєм PowerMax.
Щоб перемкнути PowerMax назад у локальний режим, користувач може зробити це одним із таких дій:
-
Вимкніть зв’язок PowerMax з вкладка ОСНОВНА
-
Закрийте LinuxCNC, що переведе PowerMax у локальний режим під час вимкнення.
-
Вимкніть PowerMax на 30 секунд, а потім знову увімкніть його.
|
Tip
|
Якщо зв’язок PowerMax активний, то вибір Mesh Mode автоматично вибере режим CPA на блоці PowerMax. |
|
Note
|
Щоб використовувати функцію зв’язку PowerMax, необхідно встановити модуль Python pyserial. Якщо pyserial не встановлено, буде відображено повідомлення про помилку. |
Щоб встановити pyserial, введіть таку команду у вікно терміналу:
sudo apt install python3-serialТипова схема з’єднань connection, а також підтверджені робочі інтерфейси, наведені в додатку до цього документа.
15.16. Рухомий Пірс
Рухомий прокол дозволяє пальнику рухатися під час періоду затримки проколу. Це має ту перевагу, що дозволяє проколювати більш товсті матеріали, ніж це можливо при стаціонарному проколі. Це також може сприяти збільшенню терміну служби витратних матеріалів, оскільки такий тип руху допомагає запобігти розбризкуванню розплавленого матеріалу в сопло пальника.
Завдяки використанню M159 можна налаштувати рухоме проколювання.
Синтаксис команди M159 такий:
M159 Pn Qn
| Код дії (P) | Дія | Опис | Значення (Q) |
|---|---|---|---|
601 |
Тип проколу |
0=Нормальний, 1=Хибкий, 2=Нахил |
0,1,2 |
602 |
Затримка руху Пірса |
Затримка перед початком руху по осі Z до кінцевої висоти прожига. |
Ціле число від 0 до 100 |
603 |
Висота кінця проколу |
Цільова висота прожигання в кінці затримки прожигання. Зазвичай нижча за висоту прожигання. |
Float |
604 |
Затримка висоти зрізу |
Затримка в кінці переходу до висоти кінця проколу перед переходом до висоти різання. |
Float |
605 |
Швидкість різьблення |
Швидкість довбання. |
Float |
606 |
Відстань до виїмки |
Довжина виїмки. |
Float |
607 |
Повзуча швидкість |
Швидкість повзучості, яка починає діяти після завершення строжки. |
Float |
608 |
Відстань повзучості |
Довжина повзучості. |
Float |
609 |
Скинути |
Скидає значення для кодів дій 601-608 назад до 0, повертаючись до поведінки за замовчуванням. |
Не обов’язково |
Доступні моделі рухомого проколювання такі:
15.16.1. Віґґл Пірс
Підтримувана модель така сама, як і та, що створена за допомогою функції «wiggle pierce» (хитання при пробиванні) програми Sheetcam. За умови прямого введення до основного різання, функція «wiggle pierce» має рухатися вперед і назад на певну відстань уздовж введення. Строго кажучи, цей прямий рух є довільним. Технічно під час затримки пробивання доступний будь-який рух по осях X/Y, і його програмування залежить від інструменту CAM або користувача.
Обмеження полягає в тому, що цей рух повинен бути завершений протягом часу затримки пробивання. Якщо це не відбудеться, то пальник перейде до нормальної висоти різання після завершення затримки пробивання і, можливо, до завершення руху коливання.
Отже, довжину коливання та швидкість подачі необхідно враховувати при розрахунку затримки прожига або розміру коливання, обмеженого швидкістю подачі та затримкою прожига.
Наприклад:
-
Швидкість подачі 1080 мм/хв (18 мм/с).
-
Коливальний рух 4 мм за 3 коливання.
Це означає, що довжина коливання становить 4 x 3 = 12 мм. При швидкості подачі 18 мм/с затримка прожигання повинна становити приблизно 0,7 секунди, щоб підтримувати відстань коливання на висоті прожигання.
G-код, необхідний для виклику цієї поведінки:
M159 P601 Q1
G-код, необхідний для скидання до стандартної поведінки:
M159 P609
15.16.2. Рампа Пірс
Пробивання з нахилом поєднує в собі ряд параметрів, що дозволяють створити похилий жолоб, який сприяє відведенню розплавленого матеріалу. Результат відведення матеріалу іноді порівнюють з «хвостом півня», оскільки він має чітко виражену спрямованість. Ретельне планування вхідної частини дозволяє відвести матеріал у безпечному для працівників та компонентів машини напрямку.
Оскільки всі елементи впливають на форму пробивання рампи, при проектуванні пробивання рампи та параметрів, що його визначають, необхідно ретельно враховувати всі ці елементи. Неминуче доведеться провести експерименти, щоб створити рецепти, які працюють з джерелом плазмової енергії, що використовується разом з матеріалом, який потрібно розрізати.
Елементи, які слід врахувати:
-
Швидкості та відстані строгання та повзучості залежно від суми затримки прожигання від матеріалу та дії затримки висоти різання.
-
Висота прожигання з матеріалу та дія висоти кінцевого прожигання стосовно затримки прожигання з матеріалу та швидкостей, що діють на різних відстанях протягом часу затримки прожигання.
-
Таблиці різання виробника плазмового джерела для типу та товщини матеріалу.
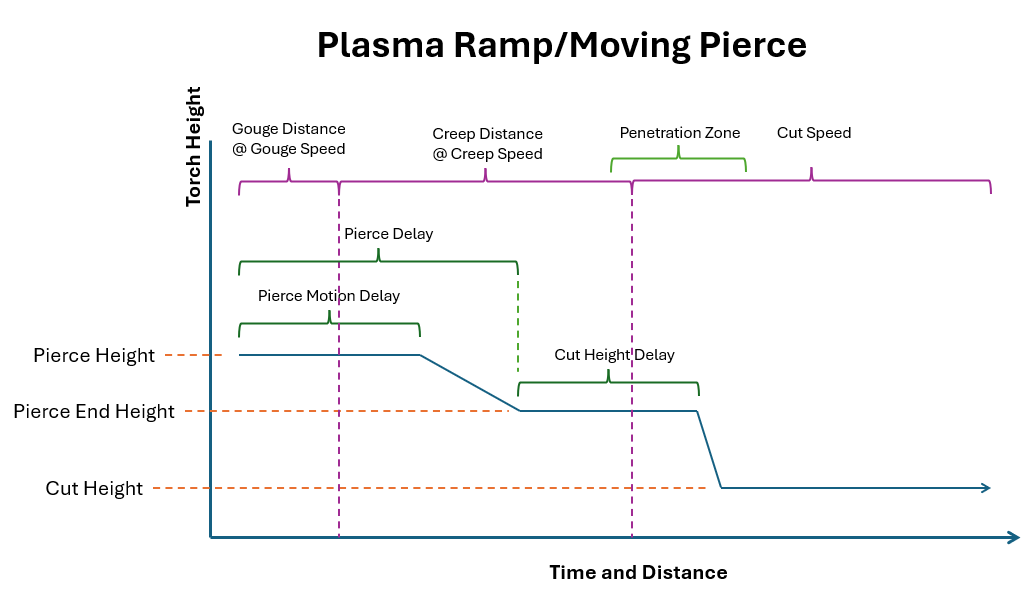
Як і у випадку з поворотним прожиганням, програмування прожигання з нахилом залежить від інструменту CAM або користувача.
Нижче наведено приклад коду для налаштування проколу рампи:
(o=0,kw=2, ph=4, pd=1, ch=1.5, fr=490, th=1, cv=99, pe=0.3, jh=0, jd=0) M159 P601 Q2 M159 P602 Q50 M159 P603 Q2.5 M159 P604 Q1 M159 P605 Q980 M159 P606 Q5 M159 P607 Q245 M159 P608 Q3
Цей код показує нам таку інформацію по порядку:
-
Коментар щодо матеріальної магії.
-
Висота проколу становить 4 мм.
-
Затримка проколу становить 1 секунду.
-
Висота зрізу становить 1,5 мм.
-
Швидкість подачі на різання становить 490 мм/хв.
-
-
Режим встановлено на 2, що є прорізанням по рампі.
-
Затримка руху пронизування становить 50% від затримки пронизування (0,5 секунди).
-
Висота проколу 2,5 мм
-
Затримка висоти скошування становить 1 секунду.
-
Швидкість строжки становить 980 мм/хв.
-
Відстань між строжками становить 5 мм
-
Швидкість повзучого руху становить 245 мм/хв.
-
Відстань повзучості становить 3 мм.
За допомогою цієї інформації можна описати таку поведінку:
Важливо зазначити, що прискорення та уповільнення не враховуються в наступних розрахунках.
Пальник почне рух у точці проколу (на відстані 4 мм від матеріалу) зі швидкістю 980 мм/хв (16,3 мм/с) на відстань 5 мм, що займе 0,3 секунди (5 мм / 16,3 мм/с = 0,3 с) з 0,5-секундної затримки руху проколу.
Коли відстань виїмки досягається, швидкість пальника встановлюється на швидкість повзучого руху 245 мм/хв (4 мм/с) для відстані повзучого руху 3 мм. Відстань повзучого руху займе приблизно 0,7 секунди (3 мм / 4 мм/с = 0,7 с).
Висота пальника залишиться на рівні 4 мм ще протягом 0,2 секунди (0,5 с (затримка руху проколювання) - 0,3 с (відстань проколювання при швидкості проколювання) = 0,2 с), після чого пальник почне опускатися до кінцевої висоти проколювання 2,5 мм протягом решти 0,5 секунди затримки проколювання матеріалу. Оскільки залишається 0,5 секунди затримки пробивання матеріалу, а також 0,5 секунди на швидкості повзучості, відстань повзучості буде покрита одночасно з досягненням кінцевої висоти пробивання.
Коли буде досягнуто відстань повзучості, швидкість пальника буде встановлена на швидкість подачі різання матеріалу 490 мм/хв. Оскільки існує 1-секундна затримка висоти різання, яка почалася в кінці затримки пробивання матеріалу, перехід до висоти різання 1,5 мм відбудеться після закінчення решти 1 секунди затримки висоти різання.
Наведений вище текст має продемонструвати, що існує чимало можливостей для налаштування, а тонкощі можна досягти шляхом експериментів та ретельного використання різних комбінацій параметрів.
16. Інтернаціоналізація
Можна створити файли перекладу для QtPlasmaC для відображення мовою поточної локалізації.
Для створення та/або редагування файлу перекладу необхідно, щоб LinuxCNC був встановлений як запущений на місці.
Наступне припускає, що каталог LinuxCNC git — ~/linuxcnc-dev.
Усі мовні файли зберігаються в ~/linuxcnc-dev/share/screens/qtplasmac/languages.
Файл qtplasmac.py — це версія файлу графічного інтерфейсу на Python, яка використовується для перекладу.
Файли .ts – це вихідні файли перекладів. Це файли, які потрібно створити/відредагувати для кожної мови.
Файли .qm – це скомпільовані файли перекладу, що використовуються PyQt.
Директорії qtplasmac_4x3/languages та qtplasmac_9x16/languages призначені лише для посилань на файли .qm у qtplasmac/languages.
Мова визначається підкресленням та першими двома літерами локалі. Наприклад, якщо виконується італійський переклад, то це буде _it. У цьому документі це буде позначено як _xx, тому qtplasmac_xx.ts у цьому документі насправді буде qtplasmac_it.ts для італійського перекладу.
Локаль QtPlasmaC за замовчуванням — _en, що означає, що будь-які файли перекладу, створені як qtplasmac_en.*, не будуть використані для перекладів.
Якщо будь-яка з необхідних утиліт (pyuic5, pylupdate5, linguist) не встановлена, користувачеві потрібно буде встановити необхідні інструменти розробки:
sudo apt install qttools5-dev-tools pyqt5-dev-toolsПерехід до каталогу мов:
cd ~/linuxcnc-dev/share/qtvcp/screens/qtplasmac/languagesЯкщо до графічного інтерфейсу було внесено будь-які зміни тексту, виконайте наступну команду, щоб оновити файл графічного інтерфейсу Python:
pyuic5 ../qtplasmac.ui > qtplasmac.pyКористувач може створити новий файл-джерело перекладу для неіснуючої мови перекладу або змінити існуючий файл-джерело перекладу через зміни, внесені в текст файлу-джерела QtPlasmaC. Якщо ви змінюєте існуючий переклад, в якому не було змін у файлі-джерелі, цей крок не є обов’язковим.
Створення або редагування файлу .ts:
./langfile xx|
Note
|
ця команда — це скрипт, який виконує наступне: $ pylupdate5 .py ../.py ../../../../../lib/python/qtvcp/lib/qtplasmac/*.py -ts qtplasmac_xx.ts |
Редагування перекладу виконується за допомогою лінгвістичного застосунку:
linguist-
Відкрийте файл TS та перекладіть рядки
Не обов’язково надавати переклад для кожного текстового рядка. Якщо переклад для рядка не вказано, у програмі буде використовуватися оригінальний рядок. Користувач повинен бути обережним із довжиною рядків, що з’являються на віджетах, оскільки простір обмежений. Якщо можливо, намагайтеся, щоб переклад не був довшим за оригінал.
Після завершення редагування збережіть файл:
Файл -> Зберегти
Потім створіть файл .qm:
Файл -> Реліз
Близький лінгвіст.
Потім створіть посилання на скомпільований файл .qm для інших графічних інтерфейсів QtPlasmaC.
$ ./langlink xx|
Note
|
Ця команда — це скрипт, який створює посилання як у qtplasmac_4x3/languages, так і в qtplasmac_9x16/languages на вищезгаданий файл .qm, а потім перейменовує посилання відповідно до назви графічного інтерфейсу. |
QtPlasmaC буде перекладено мовою поточної локалізації під час наступного запуску, якщо існує файл .qm цією мовою.
Користувачі можуть надсилати файли перекладів для включення до QtPlasmaC. Найпростіший спосіб — опублікувати оновлений файл qtplasmac_xx.ts на форумі, і адміністратори встановлять переклади.
Найкращий спосіб — це надіслати запит на витягнення з облікового запису користувача GitHub, як описано в документації contributing to LinuxCNC. Файли, які необхідно підтвердити, — це qtplasmac_xx.ts та qtplasmac_xx.qm у каталозі qtplasmc/languages, а також посилання в каталогах qtplasmac_4x3/languages та qtplasmac_9x16/languages.
17. Додаток
17.1. Приклади конфігурацій
Існують приклади файлів конфігурації, які використовують графічний інтерфейс QtPlasmaC для моделювання машин плазмового різання.
Їх можна знайти у селекторі LinuxCNC за адресою: Зразки конфігурацій -> sim -> qtplasmac
Доступні три версії як у метричних, так і в імперських одиницях вимірювання:
-
qtplasmac_l - формат 16:9, мінімальна роздільна здатність 1366x768
-
qtplasmac_p - формат 9:16, мінімальна роздільна здатність 786x1366
-
qtplasmac_s – формат 4:3, мінімальна роздільна здатність 1024x768
Кожна зразкова конфігурація містить спливаючу панель керування для імітації різних вхідних даних у графічний інтерфейс, таких як:
-
НАПРУГА ДУГИ
-
ОМІЧНЕ ВІДЧУТТЯ
-
ПОПЛАВКОВИЙ ВИМИКАЧ
-
РОЗІРВАНИЙ ПЕРЕМИКАЧ
-
ЕСТІЙ
17.2. Зразки NGC
У каталозі ~/linuxcnc/nc_files/examples/plasmac є кілька зразків файлів G-коду.
17.3. Специфічні G-коди QtPlasmaC
| Опис | Код |
|---|---|
Початок cut |
|
Кінець cut |
|
Початок scribe |
|
Кінець scribe |
|
Початок center spot |
|
Кінець center spot |
|
Покладіть край усьому вищесказаному. |
|
Виберіть material. |
|
Зачекайте підтвердження зміни material. |
|
Встановіть швидкість подачі з material. |
|
Enable Ignore Arc OK |
|
Disable Ignore Arc OK |
|
Вимкнути THC |
|
Увімкнути THC |
|
Вимкнути Torch |
|
Увімкнути Torch |
|
Встановіть velocity на відсоток від швидкості подачі. |
|
Різак компенсація - ліворуч від шляху |
|
Різак компенсація - праворуч від шляху |
|
Різак компенсація вимкнено |
|
Різання отвори зі швидкістю подачі 60% |
|
Ріжте отвори зі швидкістю подачі 60%, вимкніть пальник на кінці отвору, продовжуйте різання отвору для нарізання. |
|
Різання отвори та дуги зі швидкістю подачі 60%. |
|
Вирізати отвори та дуги зі швидкістю подачі 60%, вимкнути пальник на кінці отвору, продовжити траєкторію отвору для нарізання. |
|
Вкажіть діаметр отвор для |
|
Вкажіть швидкість отвор для |
|
Вкажіть довжину over cut. |
|
Вкажіть режим лише прокол. |
|
Створення або редагування матеріалів. |
обов’язкові параметри: |
|
17.4. Приклади G-коду QtPlasmaC
| Опис | Приклад |
|---|---|
Виберіть матеріал і зробіть звичайний розріз |
|
Встановити швидкість на 100% від CutFeedRate |
|
Встановити швидкість на 60% від CutFeedRate |
|
Встановити швидкість на 40% від CutFeedRate |
|
Вирізання отвору зі зниженою на 60% швидкістю за допомогою налаштування швидкості |
|
Вирізання отвору зі зниженою на 60% швидкістю за допомогою команди #<отвори> |
|
Вирізати отвір з перерізом за допомогою відключення пальника |
|
Вирізання отвору з перекриттям за допомогою команди #<отвори> |
|
Виріжте отвір із перекриттям 6,5 мм за допомогою команди #<отвори> |
|
Виберіть розписувач і виберіть пальник в кінці розписування |
|
Визначення центру отвору. |
|
Створити тимчасовий матеріал за замовчуванням |
|
Редагувати матеріал, якщо його немає, створити новий |
|
17.5. Таблиця THCAD
Mesa THCAD є поширеним способом отримання напруги дуги від плазмового різака, а також корисний для омічного зондування матеріалу під час тестування. THCAD може використовуватися для конфігурацій паралельного порту, а також для конфігурацій, що використовують апаратне забезпечення Mesa Electronics. THCAD доступний у трьох різних моделях: THCAD-5, THCAD-10 та THCAD-300.
На кожній платі THCAD є перемичка режимів, яку слід встановити в положення UNIPOLAR
На кожній платі THCAD є перемичка дільника частоти, яку слід встановити відповідно до типу обладнання:
| Вхідний пристрій | Рекомендовані налаштування |
|---|---|
Паралельний порт з дуже низькою затримкою |
F/32 |
Рекомендована початкова точка паралельного порту |
F/64 |
Паралельний порт з більшою затримкою або під час різання товстого матеріалу |
F/128 |
Картка Mesa |
F/32 |
Це значення потрібно ввести в PnCConf під час встановлення.
|
Note
|
При використанні паралельного порту користувачеві може знадобитися налаштувати джемпер і відповідні значення масштабування на вкладці Parameters Tab для досягнення оптимальних результатів. Симптоми можуть включати випадкові підйоми або занурення пальника під час стабільного різання. Для діагностики цих проблем можуть бути корисними графіки Halscope. |
На задній панелі THCAD розташована калібрувальна наклейка, на якій зазначено:
THCAD-nnn
0V 121.1 kHz
5V 925.3 kHzабо подібні значення, ці значення потрібно ввести в PnCConf під час встановлення.
PnCConf має записи для всіх необхідних параметрів THCAD та розрахує й налаштує будь-які необхідні параметри. Використані розрахунки такі:
vs = r / ((f - z) / d / v)vo = z / dr = коефіцієнт дільника (див. нижче).
f = значення повної шкали з калібрувальної наклейки.
Значення z = 0 В з калібрувальної наклейки.
d = значення з перемички вище.
v = повна шкала напруги THCAD
THCAD-5 або THCAD-10
Якщо підключається до порту плазмового CNC, то коефіцієнт дільника вибирається з плазмового верстата. Загальний коефіцієнт, що використовується, становить 20:1.
Якщо підключення до плазмових машин здійснюється за повним напругою дуги, то типовою схемою для THCAD-10 є використання резистора 1 МОм від мінуса дуги до мінуса THCAD і резистора 1 МОм від плюса дуги до плюса THCAD. Коефіцієнт подільника отримується за формулою:
r = (total_resistance + 100000) / 100000THCAD-300
r = 1|
Important
|
ЯКЩО КОРИСТУВАЧ ВИКОРИСТОВУЄ ДЖЕРЕЛО ЖИВЛЕННЯ ДЛЯ ПЛАЗМИ ВЧ-СТАРТ, ТО КОЖЕН З ЦИХ ОПОРІВ ПОВИНЕН СКЛАДАТИСЯ З ДЕКІЛЬКОХ ВИСОКОВОЛЬТНИХ РЕЗИСТОРІВ. |
|
Caution
|
ЯКЩО КОРИСТУВАЧ ВИКОРИСТОВУЄ ДЖЕРЕЛО ЖИВЛЕННЯ ПЛАЗМИ HF START, ТО ОМІЧНЕ ДОТИКУВАННЯ НЕ РЕКОМЕНДУЄТЬСЯ. |
|
Note
|
Ці значення можна розрахувати за допомогою цей онлайн-калькулятор. |
|
Note
|
Існує фільтр низькочастотний, який може бути корисним, якщо використовується THCAD, і на поверненій напрузі дуги є багато шуму. |
17.6. З’єднання RS485
Схема підключення Hypertherm RS485 (кольори проводів всередині Hypertherm в дужках):
| Підключення до контакту машини № | Підключення на платі Breakout |
|---|---|
1 - Tx+ (Червоний) |
->RXD+ |
2 - Tx- (Чорний) |
->RXD- |
3 - Rx+ (Коричневий) |
->T/R+ |
4 - Rx- (Білий) |
->T/R- |
5 - GND (Зелений) |
->GND |
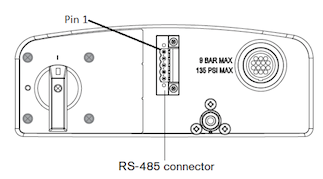
Інтерфейси RS485, які, як відомо, працюють:
Адаптер-перетворювач DTECH DT-5019 USB на RS-485:

Для перетворення послідовного з’єднання материнської плати або послідовної карти (RS232) на RS485 необхідно виконати наступне:
Перетворювач DTECH RS-232 на RS-485:

Приклад послідовної карти (карта PCI Sunnix SER5037A показана з платою Breakout):
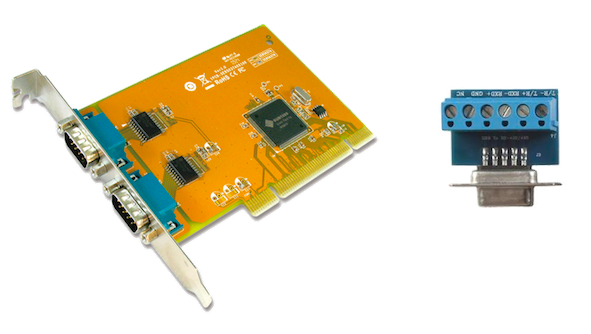
17.7. Дуга в порядку з герконовим реле
Ефективним і дуже надійним методом отримання сигналу Arc OK від джерела живлення плазми без порту ЧПУ є встановлення герконового реле всередині непроводячої трубки та обмотування і закріплення трьох витків робочого проводу навколо трубки.
Цей вузол тепер діятиме як реле, яке вмикатиметься, коли через робочий провід протікає струм, що відбувається лише тоді, коли встановлена ріжуча дуга.
Це вимагатиме, щоб QtPlasmaC працював у режимі 1, а не в режимі 0. Див. розділи QtPlasmaC Modes для отримання додаткової інформації.
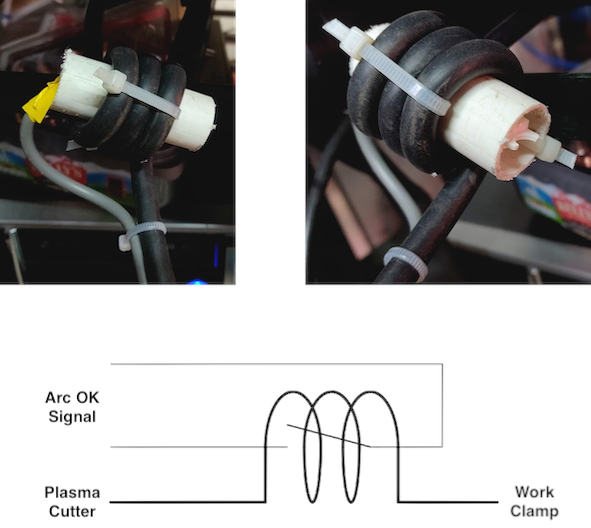
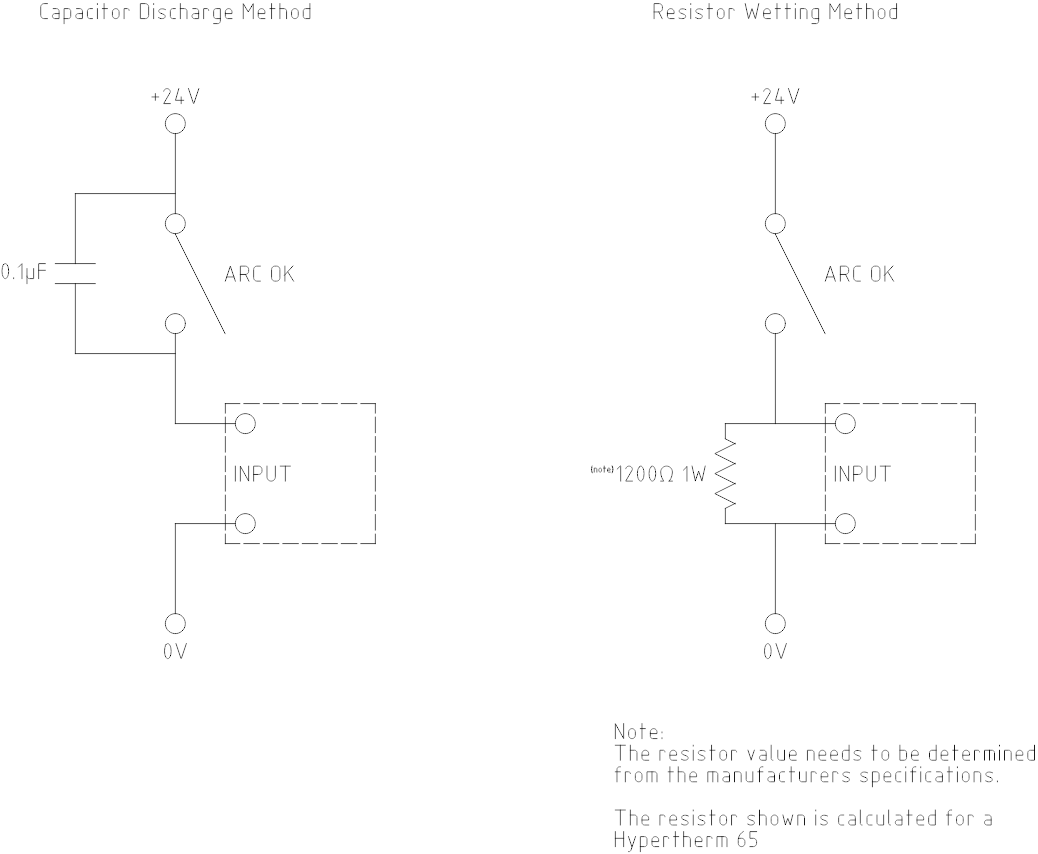
18. Відомі проблеми
18.1. Біг по клавіатурі
Існує відома проблема з деякими комбінаціями апаратного забезпечення та клавіатур, яка може впливати на функцію автоповторення клавіатури, а отже, і на роботу клавіатури, що супроводжується періодичними зупинками та запусками під час роботи. Цю проблему можна запобігти, вимкнувши функцію автоповторення операційної системи для всіх клавіш. QtPlasmaC використовує цю функцію вимкнення за замовчуванням для всіх клавіш тільки тоді, коли MAIN Tab є видимим, за винятком наступних випадків, коли автоповторення дозволено, коли MAIN Tab є видимим: редактор G-коду активний, MDI активний. Коли QtPlasmaC вимкнено, функція автоповторення операційної системи буде ввімкнена для всіх клавіш.
Якщо користувач бажає заборонити QtPlasmaC змінювати налаштування автоповтору операційної системи, введіть наступний параметр у розділі [GUI_OPTIONS] файлу <назва_машини>.prefs:
Автоматично повторювати все == True
Ця проблема не впливає на керування підйомом за допомогою кнопок керування підйомом графічного інтерфейсу.
|
Note
|
Відключення та повторне підключення клавіатури під час активної сесії QtPlasmaC призведе до автоматичного повторного ввімкнення функції автоповторення, що може спричинити періодичні зупинки та запуски під час бігу. Користувач повинен перезапустити QtPlasmaC, щоб знову вимкнути функцію автоповторення. |
18.2. NO_FORCE_HOMING
QtPlasmaC наразі не дотримується наступного розділу у файлі <назва_машини>.ini:
NO_FORCE_HOMING = 1
Незалежно від цього налаштування, QtPlasmaC вимагає, щоб машина була переведена в початковий стан перед виконанням команд MDI або запуском програм.
19. Внесок коду в QtPlasmaC
Виправлення помилок та вдосконалення QtPlasmaC завжди вітаються. Найкращий спосіб внести свій вклад у код — це надіслати запит на витяг (PR), що складається з одного коміту, до репозиторію LinuxCNC GitHub. Для отримання додаткової інформації про створення PR див. документацію LinuxCNC, єдиною попередньою умовою є реєстрація облікового запису GitHub. Усі PR перевіряються, а потім підтверджуються одним із розробників. Якщо вам не зручно надсилати PR, то прийнятним методом є додавання змін коду до теми на форумі LinuxCNC Forum.
Виправлення помилок приймаються як для останньої випущеної гілки, так і для головної гілки. Якщо виправлення помилки стосується обох гілок, то необхідно подати PR тільки для останньої випущеної гілки, оскільки вона буде об’єднана з головною гілкою розробником.
Покращення приймаються лише для головної гілки.
Кожен PR, за винятком змін тільки в документації QtPlasmaC, вимагає збільшення відповідного номера версії, а також оновлення історії версій. Номери версій знаходяться в наступних місцях:
| Розташування | Формат | Збільшується, коли |
|---|---|---|
src/hal/components/plasmac.comp |
nnn |
зміни коду компонентів |
share/qtvcp/screens/qtplasmac/qtplasmac_handler.py |
nnn.nnn |
зміни коду компонентів |
Історія версій знаходиться за адресою share/qtvcp/screens/qtplasmac/versions.html.
20. Підтримка
Онлайн-допомога та підтримка доступні на сторінці розділ PlasmaC форуму LinuxCNC Forum.
Користувач може створити стислий файл, що містить повну конфігурацію машини, для полегшення діагностики несправностей, натиснувши кнопку та дотримуючись інструкцій у розділі backup. Отриманий файл можна додати до повідомлення на форумі LinuxCNC, щоб допомогти спільноті діагностувати конкретні проблеми.