PnCconf створено для допомоги у створенні конфігурацій, що використовують специфічні продукти Mesa «Anything I/O».
Він може налаштовувати сервосистеми з замкнутим циклом або апаратні крокові системи. Він використовує подібний підхід «майстра», як і StepConf (використовується для програмного крокування, систем, керованих паралельним портом).
PnCconf все ще перебуває на стадії розробки (бета-версія), тому є деякі помилки та відсутні функції. Будь ласка, повідомляйте про помилки та пропозиції на сторінці форуму LinuxCNC або у списку розсилки.
Існує два напрямки мислення при використанні PnCconf:
Один із них полягає у використанні PnCconf для постійної конфігурації вашої системи — якщо ви вирішите змінити параметри, перезавантажте PnCconf і дозвольте йому налаштувати нові параметри. Це буде добре працювати, якщо ваша машина є досить стандартною і ви можете використовувати власні файли для додавання нестандартних функцій. PnCconf намагається співпрацювати з вами в цьому питанні.
Інший спосіб полягає у використанні PnCconf для створення конфігурації, яка наближена до бажаної, а потім вручну редагувати все, щоб пристосувати її до своїх потреб. Це буде правильним вибором, якщо вам потрібні значні модифікації, що виходять за межі можливостей PnCconf, або ви просто хочете попрацювати з LinuxCNC та дізнатися про нього більше.
Ви можете переміщатися сторінками майстра за допомогою кнопок «Вперед», «Назад» та «Скасувати». Також є кнопка довідки, яка надає деяку довідкову інформацію про сторінки, діаграми та сторінку виводу.
|
Tip
|
Сторінка довідки PnCconf повинна містити найактуальнішу інформацію та додаткові деталі. |
1. Покрокові інструкції
2. Створити або редагувати
Це дозволяє вибрати раніше збережену конфігурацію або створити нову. Якщо ви виберете «Змінити конфігурацію» і натиснете «Далі», з’явиться вікно вибору файлу. PnCconf попередньо вибирає останній збережений файл. Виберіть конфігурацію, яку ви хочете редагувати. Якщо ви внесли будь-які зміни в основні файли HAL або INI, PnCconf перезапише ці файли, і ці зміни будуть втрачені. Деякі файли не будуть перезаписані, і PnCconf розмістить у них відповідну примітку. Це також дозволяє вибрати опції ярлика на робочому столі / запуску. Ярлик на робочому столі розмістить на робочому столі піктограму папки, яка вказує на ваші нові файли конфігурації. В іншому випадку вам доведеться шукати їх у вашій домашній папці в linuxcnc/configs.
Програма запуску з робочого столу додасть на робочий стіл піктограму для безпосереднього запуску вашої конфігурації. Ви також можете запустити її з головного меню, використовуючи селектор конфігурації «LinuxCNC», який знаходиться в меню CNC, і вибравши назву вашої конфігурації.
3. Основна інформація про машину
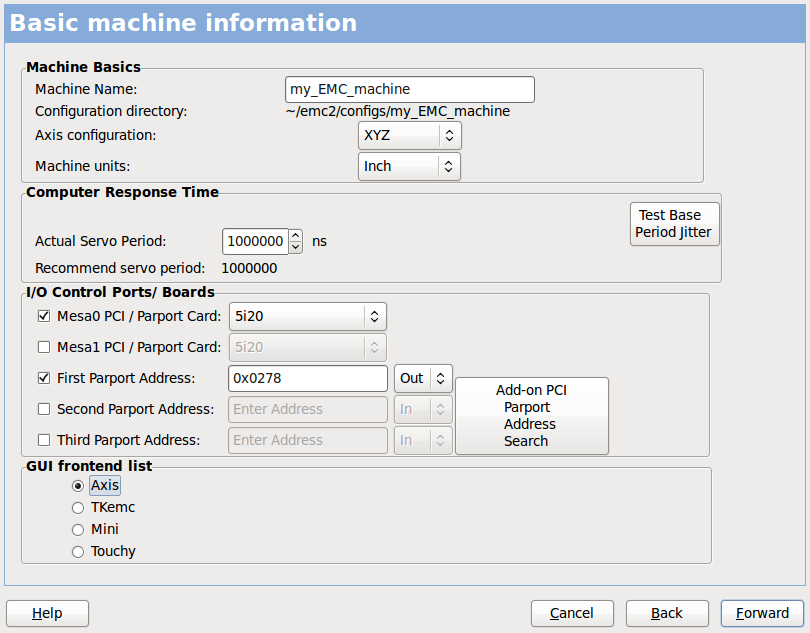
- Основи машин
-
Якщо ви використовуєте ім’я з пробілами, PnCconf замінить пробіли на підкреслення (як правило, Linux не любить пробіли в іменах). Виберіть конфігурацію осей - це визначає, який тип машини ви будуєте і які осі доступні. Селектор одиниць виміру машини дозволяє вводити дані в метричних або імперських одиницях на наступних сторінках.
|
Tip
|
Значення за замовчуванням не конвертуються під час використання метрики, тому переконайтеся, що це правильні значення! |
- Час відгуку комп’ютера
-
Період сервоприводу встановлює серцебиття системи. Затримка означає час, протягом якого комп’ютер може працювати довше, ніж цей період. Так само, як і залізниця, LinuxCNC вимагає, щоб все відбувалося за дуже жорстким і послідовним графіком, інакше можуть статися неприємності. LinuxCNC вимагає і використовує операційну систему «реального часу», що означає низьку затримку (запізнення) часу відгуку, коли LinuxCNC вимагає своїх обчислень, і під час виконання обчислень LinuxCNC не може бути перерваний запитами з нижчим пріоритетом (такими як введення користувачем даних на екранні кнопки або малювання тощо).
Тестування затримки є дуже важливим і ключовим моментом, який необхідно перевірити на ранній стадії. На щастя, використовуючи карту Mesa для виконання завдань, що вимагають найшвидшого часу відгуку (підрахунок енкодера і генерація PWM), ми можемо витримати набагато більшу затримку, ніж якщо б ми використовували для цього паралельний порт. Стандартний тест в LinuxCNC перевіряє затримку базового періоду (навіть якщо ми не використовуємо базовий період). Якщо натиснути кнопку «test base period jitter» (перевірити коливання базового періоду), відкриється вікно тесту затримки (його також можна завантажити безпосередньо з панелі applications/cnc). У тесті зазначено, що його потрібно запускати на кілька хвилин, але чим довше, тим краще. Вважайте 15 хвилин мінімальним часом, а ще краще — цілу ніч. У цей час використовуйте комп’ютер для завантаження даних, роботи в мережі, використання USB тощо. Ми хочемо знати найгірший випадок затримки і з’ясувати, чи впливає якась конкретна діяльність на нашу затримку. Нам потрібно подивитися на коливання базового періоду. Будь-яке значення нижче 20000 є відмінним — ви навіть можете виконувати швидке програмне крокування з машиною. 20000 — 50000 все ще добре підходить для програмного крокування і нас влаштовує. 50000 - 100000 - це не дуже добре, але все одно можна використовувати з апаратними картами, що забезпечують швидку реакцію. Тому все, що нижче 100000, для нас придатне. Якщо затримка вас не влаштовує або ви періодично стикаєтеся з перебоями, ви все одно можете її покращити.
|
Tip
|
На вікі-сторінці LinuxCNC є складений користувачами список обладнання та отримані значення затримки: https://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test. Будь ласка, додайте свою інформацію до цього списку. Також на цій сторінці є посилання на інформацію про усунення деяких проблем із затримкою. |
Тепер ми задоволені затримкою і повинні вибрати період сервоприводу. У більшості випадків період сервоприводу 1000000 нс є прийнятним (це дає частоту обчислення сервоприводу 1 кГц - 1000 обчислень в секунду). Якщо ви будуєте сервосистему із замкнутим контуром, яка контролює крутний момент (струм), а не швидкість (напругу), краще використовувати більш швидку частоту — наприклад, 200000 (частота обчислення 5 кГц). Проблема зі зниженням частоти сервосистеми полягає в тому, що це залишає менше часу для комп’ютера на виконання інших завдань, крім обчислень LinuxCNC. Зазвичай дисплей (GUI) стає менш чутливим. Ви повинні знайти баланс. Майте на увазі, що якщо ви налаштуєте сервосистему із замкнутим контуром, а потім зміните період сервоприводу, вам, ймовірно, доведеться налаштувати її знову.
- Порти/плати керування вводом/виводом
-
PnCconf здатний налаштовувати машини, що мають до двох плат Mesa та три паралельні порти. Паралельні порти можна використовувати лише для простого низькошвидкісного (сервошвидкісний) вводу/виводу.
- Mesa
-
Ви повинні вибрати принаймні одну плату Mesa, оскільки PnCconf не налаштує паралельні порти для підрахунку енкодерів або виведення крокових або PWM-сигналів. Карти Mesa, доступні у вікні вибору, базуються на тому, що PnCconf знаходить для прошивки в системах. Існують опції для додавання власних прошивок та/або «чорного списку» (ігнорування) деяких прошивок або плат за допомогою файлу налаштувань. Якщо прошивка не знайдена, PnCconf покаже попередження і використає внутрішню зразкову прошивку - тестування буде неможливим. Слід зауважити, що якщо ви виберете дві PCI-карти Mesa, то наразі немає можливості передбачити, яка карта є 0, а яка 1 - ви повинні протестувати - переміщення карт може змінити їх порядок. Якщо ви налаштовуєте дві карти, обидві карти повинні бути встановлені, щоб тести працювали.
- Паралельний порт
-
До 3 паралельних портів (так званих parports) можуть використовуватися як прості входи/виходи. Ви повинні встановити адресу parport. Ви можете ввести систему нумерації паралельних портів Linux (0, 1 або 2) або ввести фактичну адресу. Адреса вбудованого parport часто становить 0x0278 або 0x0378 (записана в шістнадцятковій системі числення), але її можна знайти на сторінці BIOS. Сторінка BIOS відкривається під час першого запуску комп’ютера, для цього потрібно натиснути клавішу (наприклад, F2). На сторінці BIOS ви можете знайти адресу паралельного порту і встановити режим, такий як SPP, EPP тощо. На деяких комп’ютерах ця інформація відображається протягом декількох секунд під час запуску. Для PCI-карт паралельного порту адресу можна знайти, натиснувши кнопку «пошук адреси паралельного порту». Це відкриє сторінку довідки зі списком усіх PCI-пристроїв, які можна знайти. Там має бути посилання на пристрій паралельного порту зі списком адрес. Одна з цих адрес має працювати. Не всі паралельні порти PCI працюють належним чином. Обидва типи можна вибрати як «in» (максимальна кількість вхідних контактів) або «out» (максимальна кількість вихідних контактів).
- Список інтерфейсу графічного інтерфейсу
-
Це визначає графічні екрани відображення, які використовуватиме LinuxCNC. Кожен з них має різні опції.
-
повністю підтримує токарні верстати.
-
є найбільш розвиненим та використовуваним фронтендом
-
призначений для використання з мишею та клавіатурою
-
базується на Tkinter, тому природно інтегрується з PyVCP (віртуальні панелі керування на основі Python).
-
має вікно 3D-графіки.
-
дозволяє інтегрувати VCP збоку або в центральний виступ
-
яскраво-синій екран з високою контрастністю
-
окреме графічне вікно
-
без інтеграції VCP
-
Touchy був розроблений для використання з сенсорним екраном, деякими мінімальними фізичними перемикачами та колесом MPG.
-
вимагає сигналів і кнопок запуску, переривання та покрокового виконання циклу
-
Також потрібно вибрати штовхання MPG для спільної осі.
-
базується на GTK, тому природно інтегрується з GladeVCP (віртуальними панелями керування).
-
дозволяє інтегрувати панелі VCP у центральний вкладний блок
-
не має графічного вікна
-
зовнішній вигляд можна змінити за допомогою власних тем
-
Повнофункціональна конфігурація Plasmac на основі інфраструктури QtVCP.
-
керування мишею/клавіатурою або керування сенсорним екраном
-
без інтеграції VCP
4. Зовнішня конфігурація
Ця сторінка дозволяє вибрати зовнішні елементи керування, такі як поштовховий рух або перевизначення.
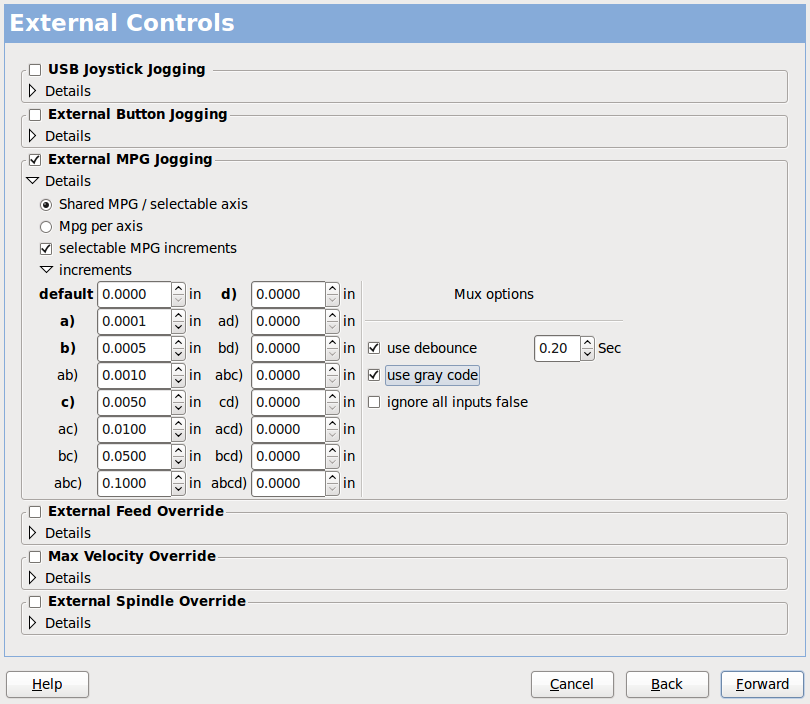
Якщо ви виберете джойстик для ручного керування, він повинен бути постійно підключений, щоб LinuxCNC міг його завантажити. Щоб використовувати аналогові джойстики для зручного ручного керування, вам, ймовірно, доведеться додати спеціальний код HAL. Для ручного керування MPG необхідний генератор імпульсів, підключений до лічильника кодера MESA. Для управління перезаписом можна використовувати імпульсний генератор (MPG) або перемикачі (наприклад, поворотний перемикач). Зовнішні кнопки можна використовувати з джойстиком OEM на основі перемикача.
- Джойстик для бігу
-
Потрібне встановлення в системі спеціального «правила пристрою». Це файл, який LinuxCNC використовує для підключення до списку пристроїв Linux. PnCconf допоможе підготувати цей файл.
-
«Пошук правила пристрою» виконає пошук правил у системі, ви можете використовувати це, щоб знайти назви пристроїв, які ви вже створили за допомогою PnCconf.
-
«Додати правило для пристрою» дозволить вам налаштувати новий пристрій, дотримуючись підказок. Вам знадобиться ваш пристрій.
-
«Тестовий пристрій» дозволяє завантажити пристрій, переглянути назви його контактів та перевірити його функції за допомогою гальметра.
-
Переміщення джойстиком використовує компоненти HALUI та hal_input.
- Зовнішні кнопки
-
дозволяє переміщувати вісь за допомогою простих кнопок із заданою швидкістю переміщення. Ймовірно, найкраще підходить для швидкого переміщення.
- MPG на галон
-
Дозволяє використовувати ручний генератор імпульсів для штовхання осі верстата.
MPG часто зустрічаються на машинах комерційного класу. Вони видають квадратурні імпульси, які можна підрахувати за допомогою лічильника кодера MESA. PnCconf дозволяє використовувати MPG для кожної осі окремо або один MPG для всіх осей. Він дозволяє вибирати швидкість рухомого режиму за допомогою перемикачів або єдину швидкість.
Опція вибору приростів використовує компонент mux16. Цей компонент має такі опції, як усунення дребезгу та код Грея, для фільтрації необробленого вхідного сигналу перемикача.
- Перевизначення
-
PnCconf дозволяє змінювати швидкість подачі та/або швидкість шпинделя за допомогою генератора імпульсів (MPG) або перемикачів (наприклад, поворотних).
5. Конфігурація графічного інтерфейсу
Тут ви можете встановити значення за замовчуванням для екранів відображення, додати віртуальні панелі керування (VCP) та налаштувати деякі параметри LinuxCNC.
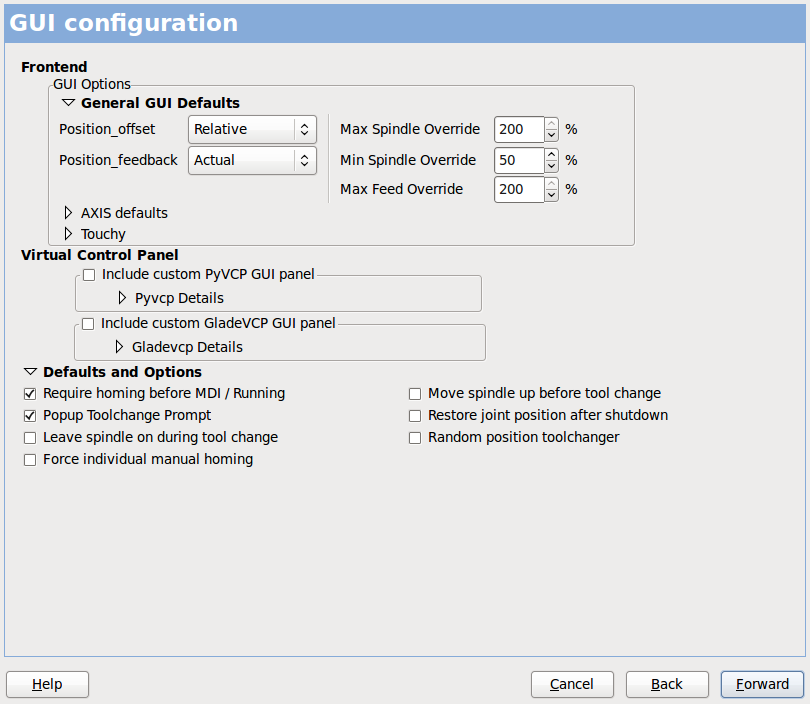
- Параметри графічного інтерфейсу користувача
-
Параметри за замовчуванням дозволяють вибрати загальні налаштування за замовчуванням для будь-якого екрана дисплея.
AXIS defaults — це опції, специфічні для AXIS. Якщо ви виберете опції розміру, положення або примусового максимізації, PnCconf запитає, чи можна перезаписати файл налаштувань (.axisrc). Якщо ви не додавали до цього файлу команди вручну, можна дозволити це. Опції положення та примусового максимізації можна використовувати для переміщення AXIS на другий монітор, якщо система це підтримує.
Налаштування Touchy — це опції, характерні для Touchy. Більшість опцій Touchy можна змінити під час роботи Touchy за допомогою сторінки налаштувань. Touchy використовує GTK для малювання екрану, а GTK підтримує теми. Теми контролюють основний вигляд і відчуття програми. Ви можете завантажити теми з Інтернету або редагувати їх самостійно. На комп’ютері є список поточних тем, з яких ви можете вибрати. Щоб виділити частину тексту, PnCconf дозволяє замінити стандартні налаштування тем. Параметри position і force max можна використовувати для переміщення Touchy на другий монітор, якщо система підтримує таку функцію.
Параметри QtPlasmaC є специфічними для QtPlasmac, будь-які загальні параметри, які не потрібні, будуть вимкнені. Якщо вибрано QtPlasmac, то наступний екран буде екраном налаштування кнопок користувача, який є специфічним для QtPlasmaC, і параметри VCP будуть недоступні.
- Варіанти VCP
-
Віртуальні панелі керування дозволяють додавати на екран власні елементи керування та відображення. AXIS і Touchy можуть інтегрувати ці елементи керування в екран у визначених місцях. Існує два типи VCP: PyVCP, який використовує «Tkinter» для малювання екрану, та GladeVCP, який використовує «GTK» для малювання екрану.
- PyVCP
-
XML-файл екрану PyVCP можна створити лише вручну. PyVCP природно вписуються в AXIS, оскільки обидва використовують TKinter.
Контакти HAL створені для підключення користувача до внутрішнього файлу HAL. Існує зразок панелі дисплея шпинделя, який користувач може використовувати як є або на основі якого можна створювати власні. Ви можете вибрати порожній файл, до якого згодом можна додати свої елементи керування, або вибрати зразок дисплея шпинделя, який відображатиме швидкість шпинделя та вказуватиме, чи шпиндель працює на заданій швидкості.
PnCconf підключить для вас відповідні контакти HAL для відображення шпинделя. Якщо ви використовуєте AXIS, панель буде інтегрована в правій частині. Якщо ви не використовуєте AXIS, панель буде відокремленою від переднього екрану.
Ви можете використовувати параметри геометрії для зміни розміру та переміщення панелі, наприклад, для переміщення її на другий екран, якщо система підтримує таку функцію. Якщо натиснути кнопку «Відобразити зразок панелі», параметри розміру та розміщення будуть збережені.
- GladeVCP
-
GladeVCP природно вписуються в сенсорний екран, оскільки обидва використовують GTK для малювання, але, змінивши тему GladeVCP, можна зробити так, щоб вони досить добре поєднувалися з AXIS (спробуйте Redmond).
Він використовує графічний редактор для створення XML-файлів. Піни HAL створюються для підключення користувача всередині його власного HAL-файлу.
GladeVCP також дозволяє набагато складнішу (і більш витончену) взаємодію з програмуванням, яку PnCconf наразі не використовує (див. GladeVCP у посібнику).
PnCconf має зразки панелей, які користувач може використовувати як є або на основі них. За допомогою GladeVCP PnCconf дозволить вам вибирати різні параметри на вашому зразку відображення.
У розділі «параметри зразка» виберіть потрібні. Кнопки нуля використовують команди HALUI, які ви можете редагувати пізніше в розділі HALUI.
Для автоматичного Z-відключення також потрібна класична програма відключення сходів та вибраний вхід зонда. Для цього потрібна контактна пластина для струмопровідного відключення та заземлений струмопровідний інструмент. Щоб дізнатися, як це працює, див:
У розділі «Параметри дисплея» розмір, положення та максимальну силу можна використовувати на «автономній» панелі для таких речей, як розміщення екрана на другому моніторі, якщо система це дозволяє.
Ви можете вибрати тему GTK, яка визначає основний вигляд і стиль панелі. Зазвичай бажано, щоб вона відповідала екрану інтерфейсу. Ці параметри будуть використані, якщо ви натиснете кнопку «Відобразити зразок». За допомогою GladeVCP, залежно від екрану інтерфейсу, ви можете вибрати місце відображення панелі.
Ви можете примусово встановити його окремо, або за допомогою AXIS він може бути по центру або праворуч, а за допомогою Touchy він може бути по центру.
- Налаштування за замовчуванням та параметри
-
-
Вимагати повернення до початкового положення перед MDI / запуском
-
Якщо ви хочете мати можливість переміщати машину перед поверненням до початкового положення, зніміть цей прапорець.
-
-
Спливаюче вікно інструмента
-
Виберіть між екранним підказкою для зміни інструменту або експортом назв стандартних сигналів для наданого користувачем HAL-файлу пристрою зміни інструментів
-
-
Залиште шпиндель увімкненим під час зміни інструменту:
-
Використовується для токарних верстатів
-
-
Примусове індивідуальне ручне самонаведення
-
Перемістіть шпиндель вгору перед зміною інструменту
-
Відновлення положення суглоба після вимкнення
-
Використовується для нетривіальних кінематичних машин
-
-
Пристрої зміни інструментів у випадковому положенні
-
Використовується для пристроїв зміни інструменту, які не повертають інструмент у те саме гніздо. Вам потрібно буде додати спеціальний код HAL для підтримки пристроїв зміни інструменту.
-
-
6. Конфігурація Меси
Сторінки конфігурації Mesa дозволяють використовувати різні прошивки. На основній сторінці ви вибрали карту Mesa, тут ви вибираєте доступну прошивку і вибираєте, які і скільки компонентів доступні.
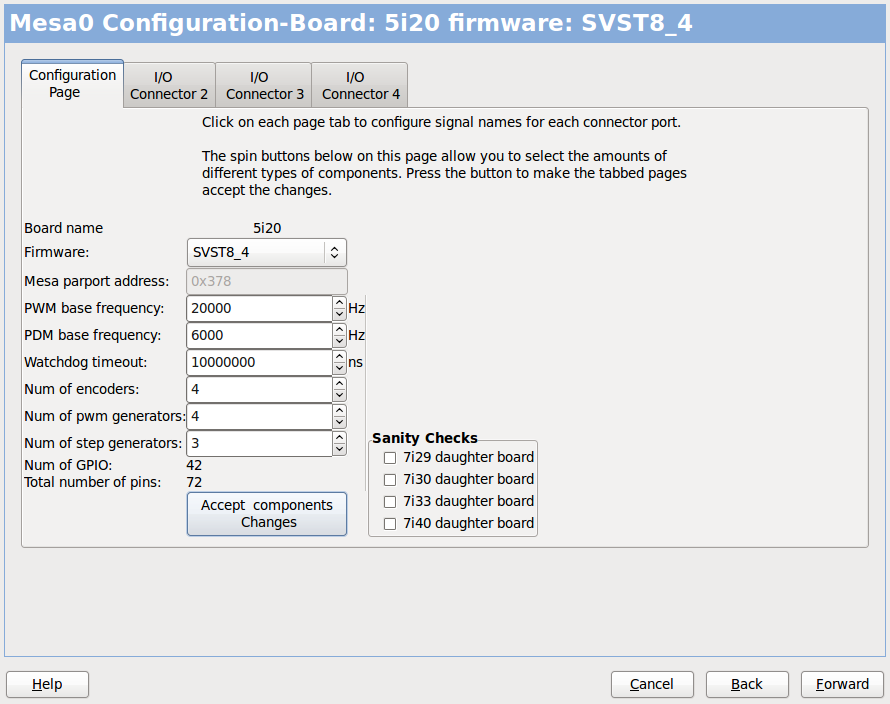
Адреса паралельного порту використовується тільки з картою Mesa parport, 7i43. Вбудований паралельний порт зазвичай використовує 0x278 або 0x378, хоча ви можете знайти адресу на сторінці BIOS. 7i43 вимагає, щоб паралельний порт використовував режим EPP, який також налаштовується на сторінці BIOS. Якщо ви використовуєте паралельний порт PCI, адресу можна знайти за допомогою кнопки пошуку на базовій сторінці.
|
Note
|
Багато PCI-карт не підтримують протокол EPP належним чином. |
Базова частота PWM PDM та 3PWM встановлює баланс між пульсаціями та лінійністю. Якщо використовуються дочірні плати Mesa, документація до плати має містити рекомендації.
|
Important
|
Важливо дотримуватися цих правил, щоб уникнути пошкоджень та отримати найкращу продуктивність. |
7i33 вимагає PDM і базової частоти PDM 6 МГц
7i29 вимагає PWM і базової частоти PWM 20 кГц
7i30 вимагає PWM і базової частоти PWM 20 кГц
7i40 вимагає PWM і базової частоти PWM 50 кГц
7i48 вимагає UDM і базової частоти PWM 24 кГц- Тайм-аут сторожового таймера
-
використовується для встановлення часу, протягом якого плата MESA буде чекати перед припиненням виводу даних у разі переривання зв’язку з комп’ютером. Зверніть увагу, що Mesa використовує виводи типу «активний низький», що означає: коли вивід увімкнено, він має низький рівень (приблизно 0 вольт), а коли вимкнено — високий (приблизно 5 вольт). Переконайтеся, що ваше обладнання є безпечним у вимкненому стані (при спрацьовуванні сторожового таймера).
- Кількість кодерів/PWM-генераторів/КРОКОВИХ генераторів
-
Ви можете вибрати кількість доступних компонентів, знявши позначку з невикористовуваних. Не всі типи компонентів доступні з усіма прошивками.
Вибір кількості компонентів, меншої за максимальну, дозволяє отримати більше GPIO-контактів. Якщо ви використовуєте дочірні плати, майте на увазі, що не можна відміняти вибір контактів, які використовує плата. Наприклад, деякі прошивки підтримують дві плати 7i33. Якщо у вас є тільки одна, ви можете відмінити вибір достатньої кількості компонентів, щоб використовувати роз’єм, який підтримував другу плату 7i33. Компоненти відміняються за номерами, починаючи з найвищого, без пропускання номерів. Якщо після цього компоненти не знаходяться там, де ви хочете, то вам доведеться використовувати інше програмне забезпечення. Програмне забезпечення визначає, де, що і в якій максимальній кількості знаходяться компоненти. Можливе використання власного програмного забезпечення, про що слід ввічливо запитати, зв’язавшись з розробниками LinuxCNC і Mesa. Використання власного програмного забезпечення в PnCconf вимагає спеціальних процедур і не завжди є можливим, хоча я намагаюся зробити PnCconf максимально гнучким.
Вибравши всі ці опції, натисніть кнопку «Прийняти зміни компонентів», і PnCconf оновить сторінки налаштувань вводу-виводу. Залежно від плати Mesa, для доступних роз’ємів будуть показані тільки вкладки вводу-виводу.
7. Налаштування вводу/виводу Mesa
Вкладки використовуються для налаштування вхідних та вихідних контактів плат Mesa. PnCconf дозволяє створювати власні назви сигналів для використання в користувацьких HAL-файлах.
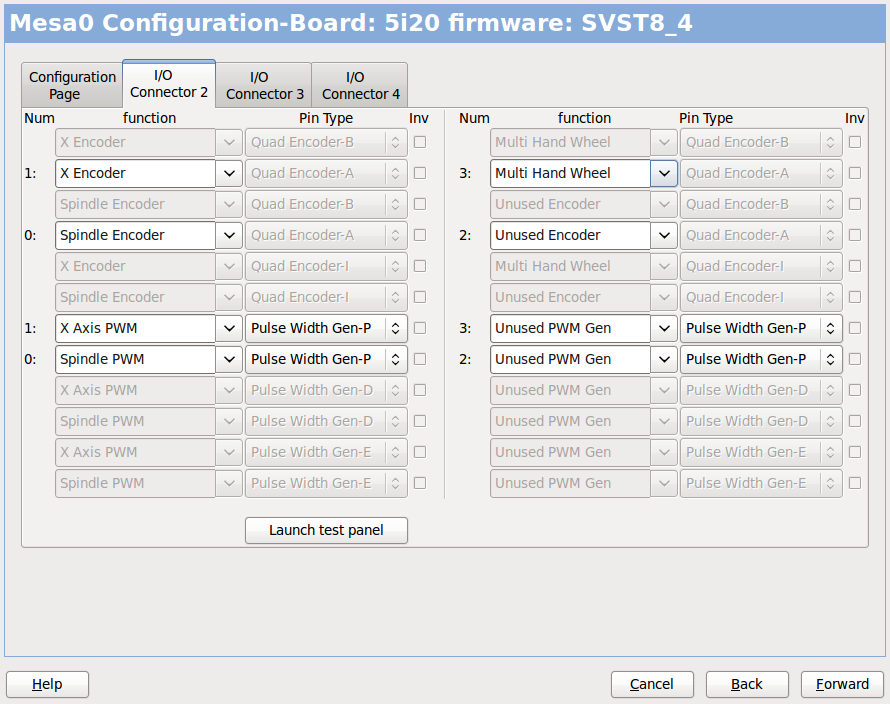
На цій вкладці з цією прошивкою компоненти налаштовані для дочірньої плати 7i33, яка зазвичай використовується з сервоприводами із замкнутим контуром. Зверніть увагу, що номери компонентів лічильників енкодера та драйверів PWM не розташовані в числовому порядку. Це відповідає вимогам дочірньої плати.
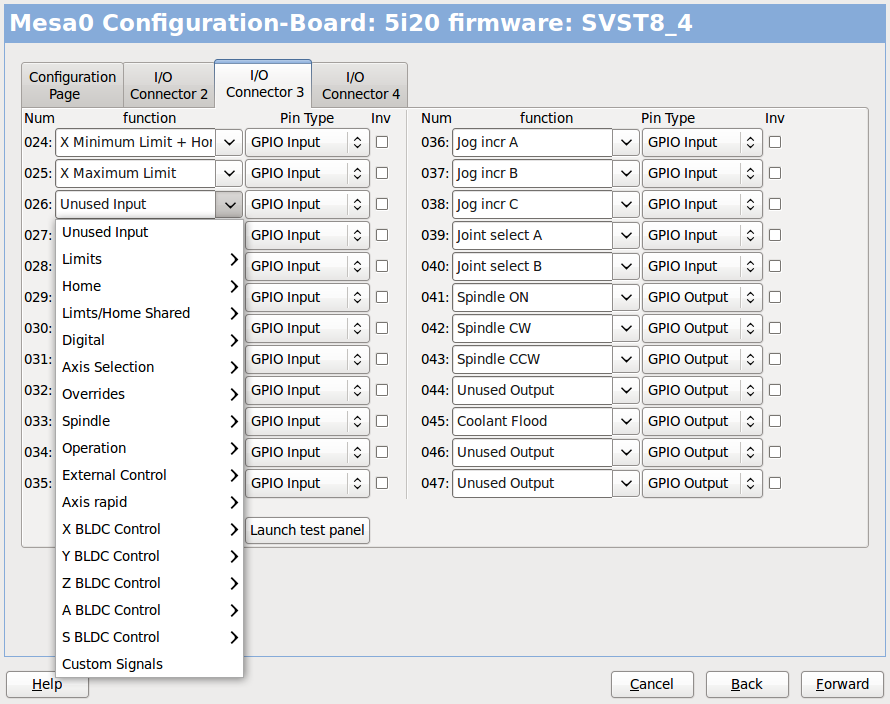
На цій вкладці всі контакти є GPIO. Зверніть увагу на 3-значні числа — вони відповідатимуть номеру контакту HAL. Контакти GPIO можна вибрати як вхідні або вихідні, а також інвертувати.
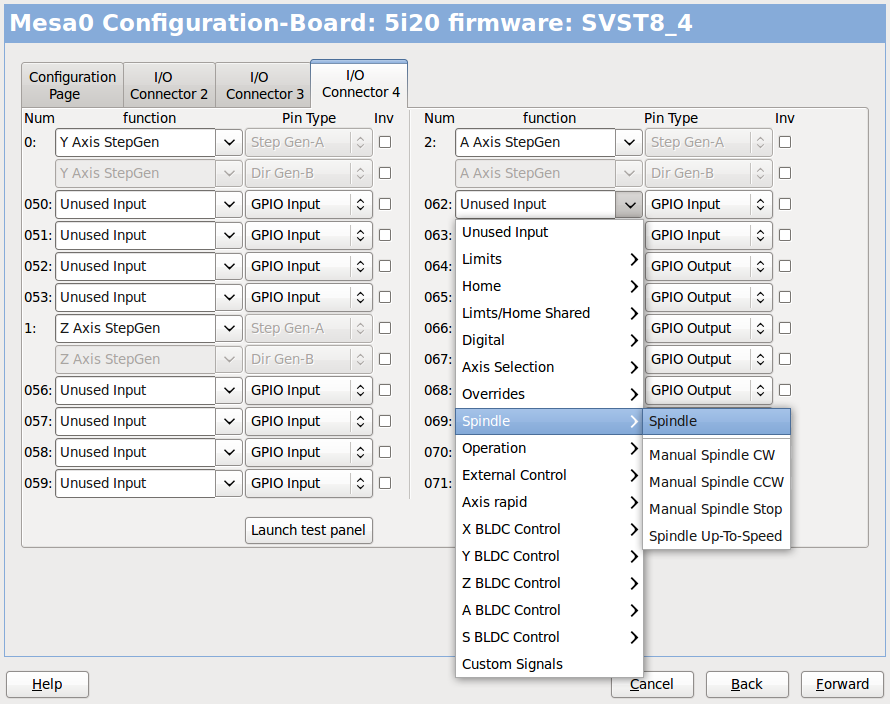
На цій вкладці є поєднання генераторів кроків і GPIO. Вихідні та напрямні контакти генераторів кроків можна інвертувати. Зверніть увагу, що інвертування контакту Step Gen-A (контакту виходу кроку) змінює синхронізацію кроку. Вона повинна відповідати очікуванням вашого контролера.
8. Конфігурація паралельного порту
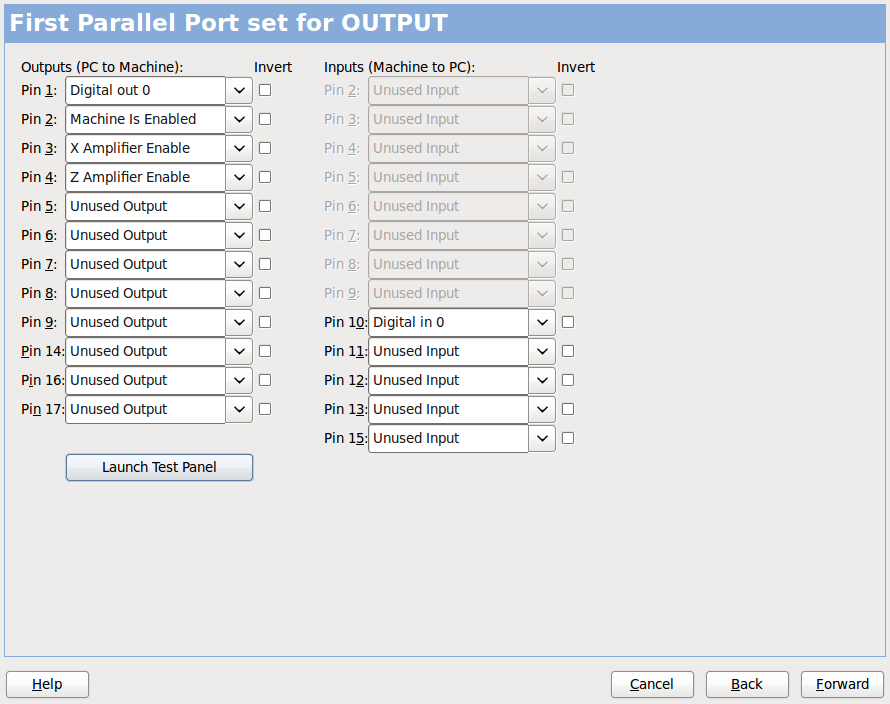
Паралельний порт можна використовувати для простого введення/виведення, подібно до контактів GPIO Mesa.
9. Конфігурація осі
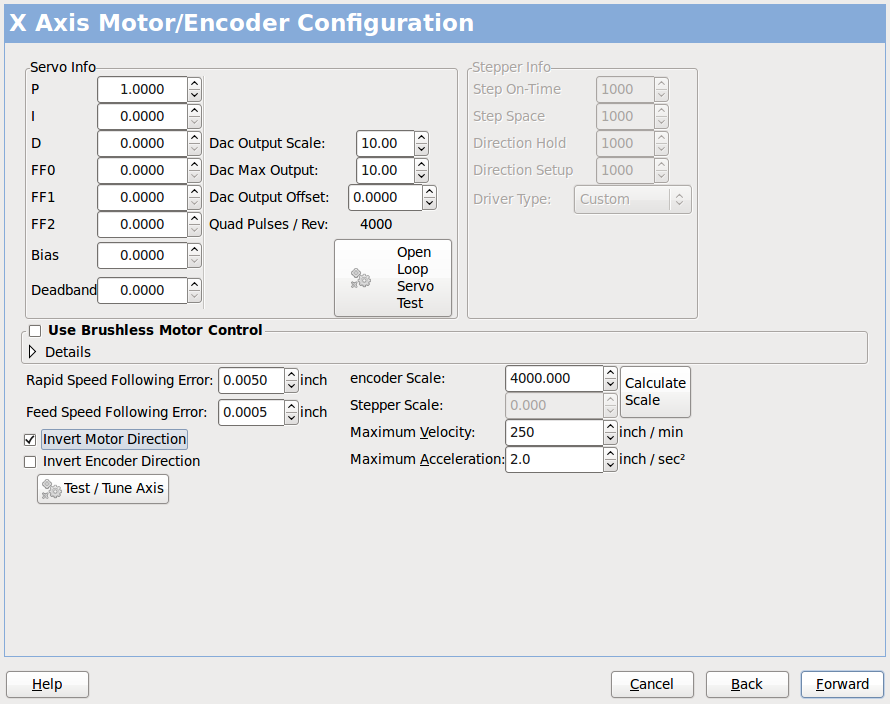
Ця сторінка дозволяє налаштовувати та тестувати комбінацію двигуна та/або енкодера. Якщо використовується серводвигун, доступний тест у розімкнутому контурі, якщо використовується кроковий двигун, доступний тест налаштування.
- Тестування відкритого циклу
-
Тест з відкритим контуром є важливим, оскільки він підтверджує напрямок руху двигуна та енкодера. Двигун повинен рухати вісь у позитивному напрямку при натисканні кнопки «позитивний», а енкодер повинен рахувати в позитивному напрямку. Рух осі повинен відповідати стандартам, наведеним у примітці до «Довідника з машинобудування»: [«номенклатура осей» у розділі «Числове управління» в «Довіднику з машинобудування», опублікованому видавництвом Industrial Press]. В іншому випадку графічне відображення AXIS не матиме сенсу. Сподіваємося, що сторінка довідки та діаграми допоможуть розібратися в цьому. Зверніть увагу, що напрямки осей базуються на русі ІНСТРУМЕНТУ, а не на русі столу. У тесті з відкритим контуром немає прискорення, тому починайте з нижчих значень DAC. Перемістивши вісь на відому відстань, можна підтвердити масштабування енкодера. Енкодер повинен рахувати навіть без увімкненого підсилювача, залежно від того, як до нього подається живлення.
|
Warning
|
Якщо двигун і енкодер не узгоджують напрямок відліку, то сервопривід буде рухатися в режимі реального часу під час використання PID-керування. |
Оскільки на даний момент налаштування PID не можна перевірити в PnCconf, ці налаштування насправді призначені для випадків повторного редагування конфігурації – введіть перевірені налаштування PID.
- Шкала DAC
-
Масштабування DAC, максимальний вихідний сигнал та зміщення використовуються для налаштування вихідного сигналу DAC.
- Обчисл. DAC
-
Ці два значення є коефіцієнтами масштабування та зміщення для виходу осі на підсилювачі двигуна. Друге значення (зсув) віднімається від обчисленого виходу (у вольтах) і ділиться на перше значення (коефіцієнт масштабування) перед записом у цифро-аналогові перетворювачі. Одиниці виміру значення масштабування виражаються у вольтах на вихідний вольт цифро-аналогового перетворювача. Одиниці виміру значення зсуву виражаються у вольтах. Вони можуть використовуватися для лінеаризації цифро-аналогового перетворювача.
Зокрема, під час запису вихідних даних LinuxCNC спочатку перетворює бажаний вихід у квазі-SI одиниці виміру в необроблені значення приводу, наприклад, вольти для підсилювача DAC. Це масштабування виглядає так: Значення масштабу можна отримати аналітично, виконавши аналіз одиниць виміру, тобто одиниці виміру є [одиниці виміру SI на виході]/[одиниці виміру приводу]. Наприклад, на машині з підсилювачем у режимі швидкості, де 1 вольт відповідає швидкості 250 мм/с. Зверніть увагу, що одиниці зміщення виражені в одиницях машини, наприклад, мм/с, і вони заздалегідь віднімаються від показань датчика. Значення цього зміщення отримується шляхом знаходження значення вашого виходу, яке дає 0,0 для виходу приводу. Якщо DAC лінеаризований, це зміщення зазвичай дорівнює 0,0.
Масштаб і зміщення також можна використовувати для лінеаризації DAC, отримуючи значення, що відображають сукупний вплив коефіцієнта підсилення підсилювача, нелінійності DAC, одиниць DAC тощо. Для цього виконайте таку процедуру:
-
Створіть калібрувальну таблицю для вихідного сигналу, подаючи на DAC потрібну напругу та вимірюючи результат:
| Сире | Виміряно |
|---|---|
-10 |
-9.93 |
-9 |
-8.83 |
0 |
-0.96 |
1 |
-0.03 |
9 |
9.87 |
10 |
10.07 |
-
Виконайте лінійну апроксимацію методом найменших квадратів, щоб отримати коефіцієнти a, b такі, що meas=a*raw+b
-
Зверніть увагу, що нам потрібен необроблений вихідний сигнал, щоб наш виміряний результат був ідентичним заданому виходу. Це означає
-
cmd=a*raw+b
-
raw=(cmd-b)/a
-
-
В результаті, коефіцієнти a та b з лінійної апроксимації можна використовувати безпосередньо як масштаб та зміщення для контролера.
- МАКСИМАЛЬНА ВИХІДНІСТЬ
-
Максимальне значення вихідного сигналу PID-компенсації, яке записується в підсилювач двигуна, у вольтах. Обчислене вихідне значення обмежується цим обмеженням. Обмеження застосовується перед масштабуванням до вихідних одиниць. Значення застосовується симетрично як до плюсової, так і до мінусової сторони.
- Тест налаштування
-
На жаль, тест налаштування працює тільки з системами на основі крокових двигунів. Ще раз переконайтеся, що напрямок осі правильний. Потім протестуйте систему, переміщаючи вісь вперед і назад. Якщо прискорення або максимальна швидкість занадто високі, ви втратите кроки. Під час переміщення пам’ятайте, що осі з низьким прискоренням може знадобитися деякий час, щоб зупинитися. Під час цього тесту кінцеві вимикачі не працюють. Ви можете встановити час паузи на кожному кінці тестового руху. Це дозволить вам налаштувати і зчитати показники індикатора, щоб перевірити, чи не втрачаєте ви кроки.
- Кроковий таймінг
-
Частота кроку повинна бути адаптована до вимог контролера кроку. PnCconf надає деякі стандартні налаштування частоти контролера або дозволяє використовувати власні налаштування. Дивіться https://wiki.linuxcnc.org/cgi-bin/wiki.pl?Stepper_Drive_Timing для більш відомих значень синхронізації (можете додавати ті, які ви самі визначили). Якщо ви сумніваєтеся, використовуйте великі числа, такі як 5000, це лише обмежить максимальну швидкість.
- Безщіткове керування двигуном
-
Ці опції використовуються для забезпечення низькорівневого керування безщітковими двигунами за допомогою спеціального вбудованого програмного забезпечення та дочірніх плат. Вони також дозволяють перетворювати датчики HALL від одного виробника на датчики іншого виробника. Ця функція підтримується лише частково і вимагає завершення підключення HAL. Для отримання додаткової допомоги зверніться до списку розсилки або форуму.
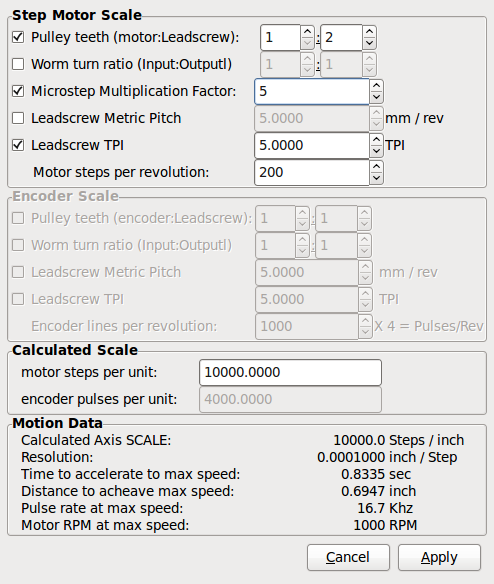
Налаштування масштабу можна ввести безпосередньо або скористатися кнопкою «Розрахувати масштаб». Використовуйте прапорці, щоб вибрати відповідні розрахунки. Зверніть увагу, що для «зубців шківа» потрібно вказати кількість зубців, а не передавальне число. Для черв’ячного передавального числа потрібно вказати передавальне число. Якщо вас влаштовує масштаб, натисніть «Застосувати», інакше натисніть «Скасувати» і введіть масштаб безпосередньо.
Також зверніться до вкладки схеми, щоб побачити два приклади вимикачів додому та кінцевих вимикачів. Це два приклади багатьох різних способів встановлення вихідного положення та кінцевих вимикачів.
|
Important
|
Дуже важливо почати з руху осі в правильному напрямку, інакше правильне повернення до початкового положення буде дуже складним! |
Пам’ятайте, що позитивний та негативний напрямки стосуються ІНСТРУМЕНТУ, а не столу, як зазначено в посібнику машиніста.
- На типовому колінному або станинному млині
-
-
коли СТІЛ рухається назовні, це позитивний напрямок Y
-
коли СТІЛ рухається ліворуч, це позитивний напрямок X
-
коли СТІЛ рухається вниз, це позитивний напрямок Z
-
коли ГОЛОВКА рухається вгору, це позитивний напрямок Z
-
- На типовому токарному верстаті
-
-
коли ІНСТРУМЕНТ рухається праворуч, від патрона
-
це позитивний напрямок Z
-
коли ІНСТРУМЕНТ рухається до оператора
-
це позитивний напрямок X. Деякі токарні верстати мають протилежний напрямок X (наприклад, інструмент на зворотному боці), це працюватиме добре, але графічне відображення AXIS не може відображати це.
-
При використанні перемикачів повернення в початкове положення та/або кінцевих вимикачів LinuxCNC очікує, що сигнали HAL будуть справжніми, коли перемикач натискається/спрацьовує. Якщо сигнал для кінцевого вимикача неправильний, LinuxCNC буде вважати, що машина постійно знаходиться в кінці діапазону. Якщо логіка пошуку перемикача повернення в початкове положення неправильна, LinuxCNC буде намагатися повернутися в неправильному напрямку. Насправді він намагається ВІДСТУПИТИ від перемикача повернення в початкове положення.
- Визначтеся з місцем розташування кінцевого вимикача
-
Кінцеві вимикачі є резервним варіантом для програмних обмежень на випадок, якщо щось піде не так з електрообладнанням, наприклад, у разі виходу сервоприводу з ладу. Кінцеві вимикачі слід розміщувати так, щоб машина не досягала фізичного кінця руху осі. Пам’ятайте, що вісь пройде повз точку контакту, якщо рухається швидко. Кінцеві вимикачі повинні бути «активними низькими» на машині, тобто живлення проходить через вимикачі постійно - втрата живлення (відкритий вимикач) спрацьовує. Хоча їх можна підключити іншим способом, це є безпечним. Можливо, це потрібно буде інвертувати, щоб сигнал HAL в LinuxCNC був «активним високим» - TRUE означає, що вимикач спрацював. Якщо під час запуску LinuxCNC ви отримуєте попередження про досягнення межі, а вісь НЕ спрацьовує вимикач, ймовірно, рішенням буде інвертування сигналу. (використовуйте HALMETER для перевірки відповідного сигналу HAL, наприклад, joint.0.pos-lim-sw-in X axis positive limit switch)
- Визначтеся з місцем розташування домашнього вимикача
-
Якщо ви використовуєте кінцеві вимикачі, ви також можете використовувати один з них як вимикач початкового положення. Окремий вимикач початкового положення корисний, якщо у вас є довга вісь, яка під час використання зазвичай знаходиться далеко від кінцевих вимикачів, або переміщення осі до кінців створює проблеми з перешкодами для матеріалу. Зверніть увагу, що довгий вал у токарному верстаті ускладнює повернення до кінцевих положень без зіткнення інструменту з валом, тому окремий перемикач початкового положення, розташований ближче до середини, може бути кращим варіантом. Якщо у вас є енкодер з індексом, перемикач початкового положення діє як приблизне початкове положення, а індекс буде фактичним початковим положенням.
- Визначте позицію ПОЧАТКОВОЇ ТОЧКИ МАШИНИ
-
MACHINE ORIGIN — це те, що LinuxCNC використовує для посилання на всі системи координат користувача. Я не бачу причин, чому це повинно бути в якомусь конкретному місці. Є лише кілька G-кодів, які можуть отримати доступ до системи MACHINE COORDINATE (G53, G30 і G28). Якщо ви використовуєте опцію tool-change-at-G30, зручно мати початок координат у положенні зміни інструменту. Зазвичай найпростіше мати ORIGIN у положенні home switch.
- Визначтеся з (остаточною) ДОМАШНЬОЮ ПОЗИЦІЄЮ
-
це просто розміщує каретку в стабільному та зручному положенні після того, як LinuxCNC визначить, де знаходиться ПОЧАТОК ВІДПРАВЛЕННЯ.
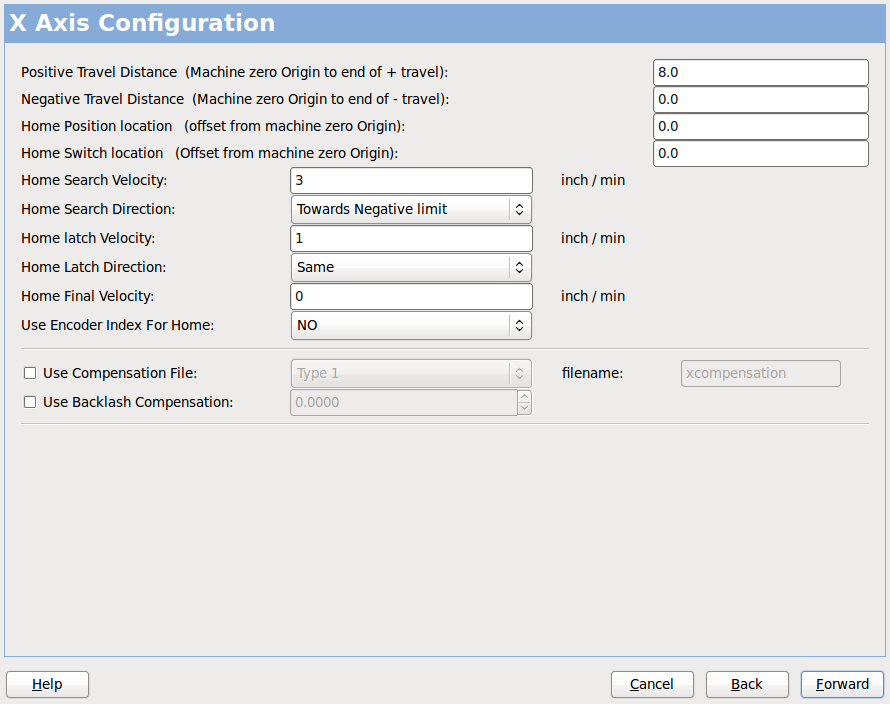
- Вимірювання/розрахунок відстаней переміщення по додатній/від’ємній осі
-
Перемістіть вісь до початку координат. Позначте опорну точку на рухомому супорті та нерухомій опорі (так, щоб вони були на одній лінії), перемістіть верстат до кінця ходу. Виміряйте відстань між позначками, яка є однією з відстаней ходу. Перемістіть стіл до іншого кінця ходу. Виміряйте відстань між позначками знову. Це буде інша відстань ходу. Якщо ПОЧАТОК КООРДИНАТ знаходиться на одному з кінців ходу, то відстань ходу буде дорівнювати нулю.
- (машина) ПОХОДЖЕННЯ
-
Початкова точка — це нульова точка МАШИНИ (не нульова точка, яку ви встановлюєте для різака/матеріалу). LinuxCNC використовує цю точку як відправну точку для всього іншого. Вона повинна знаходитися в межах програмних обмежень. LinuxCNC використовує розташування перемикача початкової точки для обчислення положення початкової точки (при використанні перемикачів початкової точки або необхідно встановити вручну, якщо перемикачі початкової точки не використовуються).
- Відстань подорожі
-
Це максимальна відстань, яку вісь може пройти в кожному напрямку. Її можна виміряти безпосередньо від початку до кінцевого вимикача або ж ні. Позитивні та негативні відстані переміщення повинні складати загальну відстань переміщення.
- ПОЗИТИВНА ВІДСТАНЬ ПОДОРОЖІ
-
Це відстань, яку проходить вісь від початку координат до позитивної відстані переміщення або загальної відстані переміщення мінус негативна відстань переміщення. Ви повинні встановити це значення на нуль, якщо початок координат розташований на позитивній межі. Це значення завжди буде нулем або додатним числом.
- ВІД’ЄМНА ВІДСТАНЬ ПОДОРОЖІ
-
Це відстань, яку проходить вісь від початку координат до від’ємної відстані переміщення. або загальна відстань переміщення мінус додатна відстань переміщення. Ви повинні встановити це значення на нуль, якщо початок координат розташований на від’ємній межі. Це значення завжди буде нулем або від’ємним числом. Якщо ви забудете встановити це значення від’ємним, PnCconf зробить це внутрішньо.
- (Фінальне) ДОМАШНЄ МАЙДАНЧИК
-
Це положення, в якому закінчується послідовність повернення в початкове положення. Воно відлічується від початку координат, тому може бути від’ємним або додатним залежно від того, з якого боку від початку координат воно розташоване. Якщо в (кінцевому) положенні повернення в початкове положення вам потрібно рухатися в додатньому напрямку, щоб дістатися до початку координат, то число буде від’ємним.
- МІСЦЕЗНАХОДЖЕННЯ ДОМАШНЬОГО ПЕРЕКИДАЧА
-
Це відстань від домашнього вимикача до точки відліку. Вона може бути від’ємною або додатньою залежно від того, з якого боку від точки відліку вона розташована. Якщо в місці розташування домашнього вимикача для досягнення точки відліку необхідно рухатися в додатньому напрямку, то число буде від’ємним. Якщо встановити це значення на нуль, то точка відліку буде розташована в місці розташування кінцевого вимикача (плюс відстань для пошуку індексу, якщо він використовується).
- Швидкість пошуку на головній сторінці
-
Швидкість пошуку початкового курсу в одиницях за хвилину.
- Напрямок пошуку на головній сторінці
-
Встановлює напрямок пошуку домашнього вимикача або негативний (тобто до негативного кінцевого вимикача), або позитивний (тобто до позитивного кінцевого вимикача).
- Швидкість фіксації будинку
-
Швидкість пошуку Fine Home в одиницях за хвилину.
- Домашня кінцева швидкість
-
Швидкість, що використовується від положення фіксації до (остаточного) початкового положення, в одиницях за хвилину. Встановіть значення 0 для максимальної швидкості переміщення.
- Напрямок фіксатора
-
Дозволяє встановити напрямок засувки таким самим або протилежним напрямку пошуку.
- Використовуйте індекс енкодера для дому
-
LinuxCNC шукатиме імпульс індексу енкодера під час етапу фіксації переміщення до початкового положення.
- Використовувати файл компенсації
-
Дозволяє вказати назву та тип файлу Comp. Дозволяє складну компенсацію. Див. розділ AXIS розділу INI.
- Використовуйте компенсацію люфту
-
Дозволяє налаштувати просту компенсацію люфту. Не можна використовувати з файлом компенсації. Див. розділ AXIS розділу INI.

Діаграма повинна допомогти продемонструвати приклад кінцевих вимикачів і стандартних напрямків руху осей. У цьому прикладі вісь Z мала два кінцеві вимикачі, позитивний вимикач використовується як вимикач початкового положення. ПОВЕРХНЯ МАШИНИ (нульова точка) розташована на негативному кінцевому вимикачі. Лівий край каретки є негативним вимикачем, а правий — позитивним вимикачем. Ми хочемо, щоб КІНЦЕВА ПОЛОЖЕННЯ БУЛА на відстані 4 дюймів від ПОВЕРХНІ на позитивній стороні. Якщо каретка була переміщена до позитивного кінцевого вимикача, ми б виміряли 10 дюймів між негативним кінцевим вимикачем і негативним вимикачем.
10. Конфігурація шпинделя
Якщо ви вибрали сигнали шпинделя, то ця сторінка доступна для налаштування керування шпинделем.
|
Tip
|
Багато опцій на цій сторінці не відображатимуться, якщо відповідну опцію не було обрано на попередніх сторінках! |
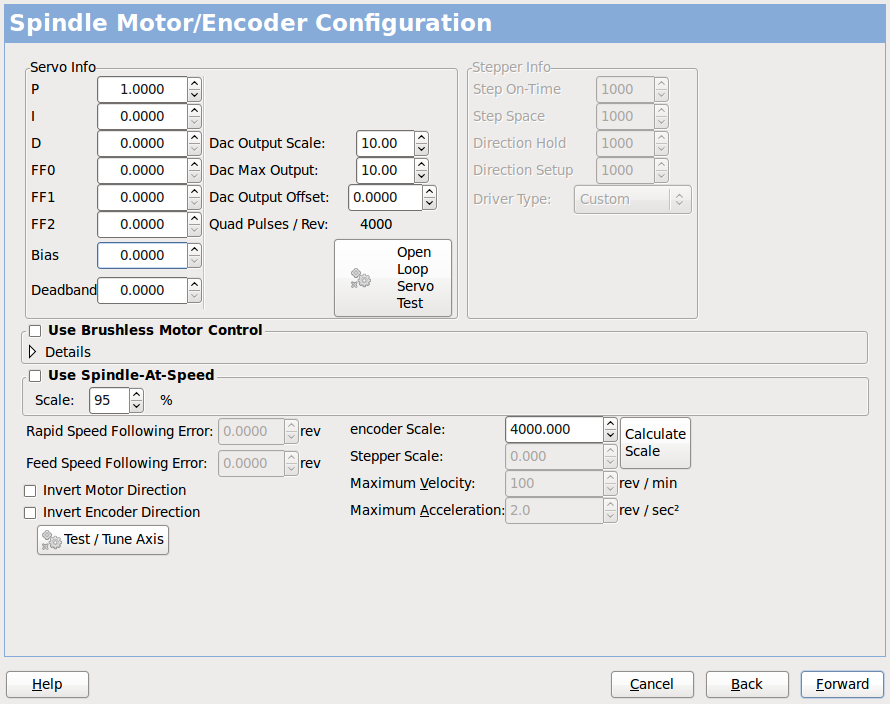
Ця сторінка схожа на сторінку конфігурації двигуна осі.
Є деякі відмінності:
-
Якщо не обрано шпиндель із кроковим приводом, обмеження прискорення чи швидкості відсутнє.
-
Немає підтримки перемикання передач або діапазонів.
-
Якщо ви вибрали опцію відображення шпинделя VCP, тоді можуть відображатися шкала швидкості шпинделя та налаштування фільтра.
-
Функція «Шпиндель на швидкості» дозволяє LinuxCNC чекати, поки шпиндель досягне заданої швидкості, перш ніж переміщати вісь. Це особливо зручно на токарних верстатах з постійною подачею поверхні та великими змінами діаметра швидкості. Для цього потрібна зворотний зв’язок від енкодера або цифровий сигнал «Шпиндель на швидкості», який зазвичай підключається до приводу VFD.
-
Якщо використовується зворотний зв’язок від енкодера, ви можете вибрати налаштування шкали швидкості шпинделя, яке визначає, наскільки близькою має бути фактична швидкість до запитуваної швидкості, щоб вважатися такою, що обертається на заданій швидкості.
-
Якщо використовується зворотний зв’язок від енкодера, відображення швидкості VCP може бути нестабільним – для згладжування відображення можна використовувати налаштування фільтра. Шкалу енкодера необхідно встановити відповідно до лічильника/передачі енкодера, що використовується.
-
Якщо ви використовуєте один вхід для енкодера шпинделя, ви повинні додати рядок: setp hm2_7i43.0.encoder.00.counter-mode 1 (змінивши назву плати та номер енкодера відповідно до ваших вимог) у файл HAL. Дивіться розділ Encoders Section у Hostmot2 для отримання додаткової інформації про режим лічильника.
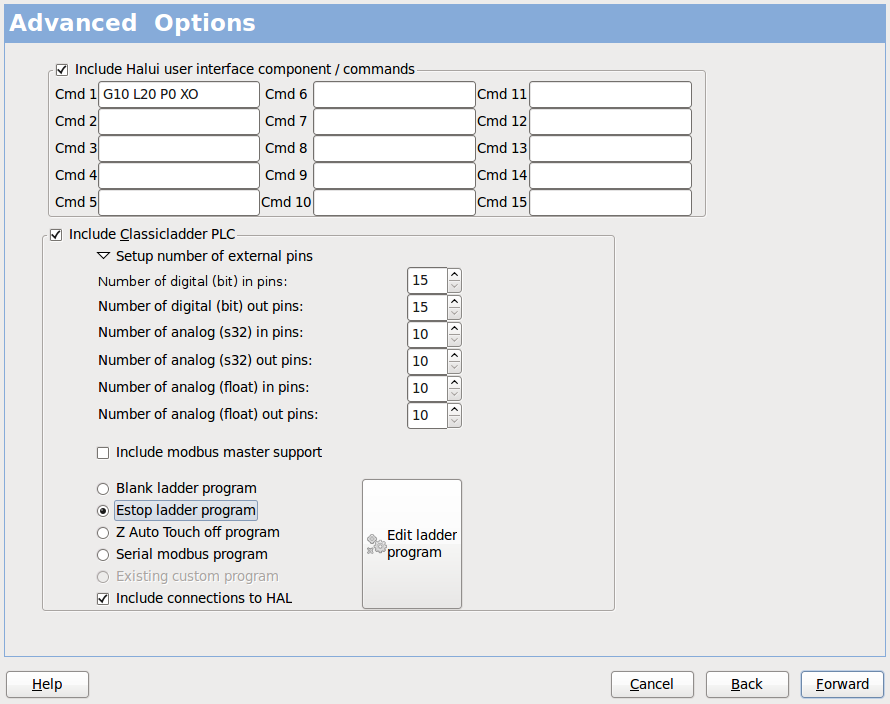
11. Розширені параметри
Це дозволяє встановлювати команди HALUI та завантажувати програми ClassicLadder і зразки програм ladder. Якщо ви вибрали опції GladeVCP, такі як обнулення осі, з’являться відповідні команди. Дивіться розділ HALUI Chapter для отримання додаткової інформації про використання власних halcmds. Існує декілька опцій програм ladder. Програма Estop дозволяє зовнішньому перемикачу ESTOP або інтерфейсу GUI запускати Estop. Вона також має сигнал змащувального насоса з таймером. Автоматичне відключення Z здійснюється за допомогою пластини відключення, кнопки відключення GladeVCP та спеціальних команд HALUI для обнулення поточного початку координат користувача та швидкого очищення. Програма послідовного Modbus є, по суті, порожньою шаблоною програмою, яка налаштовує ClassicLadder для послідовного Modbus. Дивіться розділ ClassicLadder Chapter в посібнику.
12. Компоненти HAL
На цій сторінці ви можете додати додаткові компоненти HAL, які можуть знадобитися для користувацьких файлів HAL. Таким чином, вам не доведеться вручну редагувати основний файл HAL, водночас дозволяючи використовувати необхідні користувачеві компоненти.
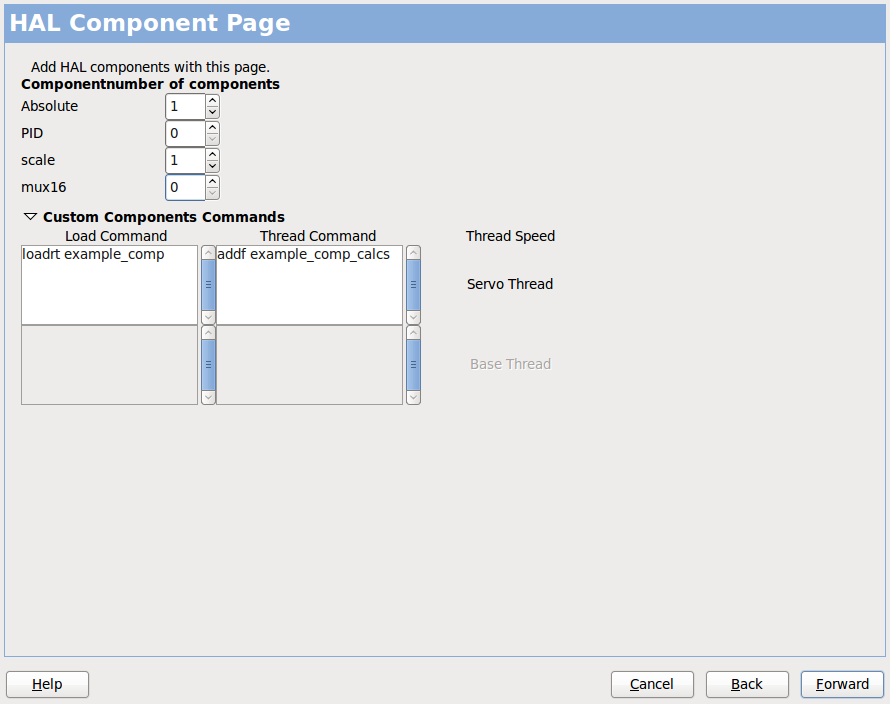
Перший вибір — це компоненти, які pncconf використовує внутрішньо. Ви можете налаштувати pncconf для завантаження додаткових екземплярів компонентів для вашого власного HAL-файлу.
Виберіть кількість екземплярів, необхідних для вашого користувацького файлу, PnCconf додасть необхідні копії після них.
Тобто, якщо вам потрібно 2, а PnCconf потрібен 1, PnCconf завантажить 3 екземпляри та використає останній.
- Команди користувацьких компонентів
-
Цей вибір дозволить вам завантажити компоненти HAL, які PnCconf не використовує. Додайте команду loadrt або loadusr під заголовком «команда завантаження». Додайте команду addf під заголовком «команда потоку». Компоненти будуть додані до потоку між читанням вхідних даних і записом вихідних даних у тому порядку, в якому ви їх записуєте в «команді потоку».
13. Розширене використання PnCconf
PnCconf робить усе можливе, щоб користувач міг гнучко налаштувати параметри. PnCconf підтримує налаштування імен сигналів, завантаження компонентів, HAL-файлів та прошивок.
Існують також імена сигналів, які PnCconf завжди надає незалежно від вибраних опцій, для користувацьких файлів HAL. При певному підході більшість налаштувань повинні працювати незалежно від того, чи вибрали ви пізніше інші опції в PnCconf.
Якщо налаштування виходять за межі можливостей PnCconf, ви можете використовувати PnCconf для створення базової конфігурації або скористатися одним із зразків конфігурацій LinuxCNC і просто вручну відредагувати його відповідно до своїх потреб.
- Назви власних сигналів
-
Якщо ви хочете підключити компонент до чогось у власному HAL-файлі, напишіть унікальну назву сигналу у комбінованому полі введення. Деякі компоненти додадуть закінчення до вашої власної назви сигналу:
Кодери додадуть <customname> +:
-
позиція
-
рахувати
-
швидкість
-
індекс-включити
-
скинути
Степери додають:
-
увімкнути
-
підрахунки
-
position-cmd
-
position-fb
-
velocity-fb
Додавання PWM:
-
увімкнути
-
значення
До контактів GPIO буде підключено лише введену назву сигналу
Таким чином, можна підключитися до цих сигналів у користувацьких HAL-файлах і при цьому мати можливість переміщувати їх пізніше.
- Назви власних сигналів
-
Сторінку «Компоненти HAL» можна використовувати для завантаження компонентів, необхідних користувачеві для налаштування.
- Завантаження користувацької прошивки
-
PnCconf шукає прошивку в системі, а потім шукає XML-файл, який він може перетворити на те, що він розуміє. Ці XML-файли надаються тільки для офіційно випущеної прошивки від команди LinuxCNC. Щоб використовувати власну прошивку, її потрібно перетворити на масив, який розуміє PnCconf, і додати шлях до файлу в файл налаштувань PnCconf. За замовчуванням цей шлях шукає на робочому столі папку з назвою custom_firmware і файл з назвою firmware.py.
Прихований файл налаштувань знаходиться в домашній папці користувача, має назву .pncconf-preferences і для його перегляду та редагування необхідно вибрати опцію «показати приховані файли» у файловому менеджері або ввести команду «ls» з опцією «-a» у командному рядку. Вміст цього файлу можна переглянути під час першого запуску PnCconf — натисніть кнопку довідки та перегляньте сторінку з результатами.
Зверніться до списку розсилки або форуму LinuxCNC, щоб отримати інформацію про конвертацію користувацьких прошивок. Не всі прошивки можна використовувати з PnCconf.
- Користувацькі файли HAL
-
Існує чотири користувацькі файли, які можна використовувати для додавання команд HAL:
-
Файл custom.hal призначений для команд HAL, які не потрібно виконувати після завантаження графічного інтерфейсу. Він виконується після файлу HAL з назвою конфігурації.
-
custom_postgui.hal призначений для команд, які необхідно виконати після завантаження AXIS або окремого дисплея PyVCP.
-
custom_gvcp.hal призначений для команд, які необхідно виконати після завантаження GladeVCP.
-
shutdown.hal призначений для команд, які запускаються, коли LinuxCNC вимикається контрольованим чином.
-