1. Вступ
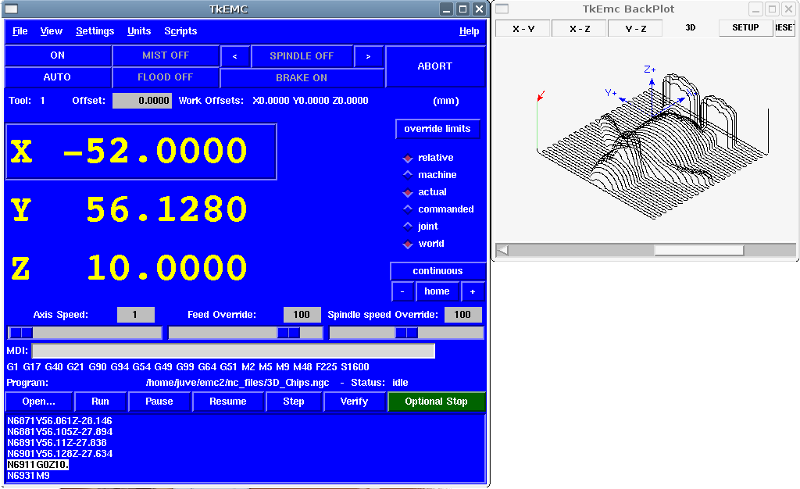
TkLinuxCNC — один із перших графічних інтерфейсів для LinuxCNC. Він написаний на мові Tcl і використовує набір інструментів Tk для відображення. Написання на мові Tcl робить його дуже портативним (він працює на багатьох платформах). Можна відобразити окреме вікно backplot, як показано на малюнку.
2. Початок роботи
Щоб вибрати TkLinuxCNC як інтерфейс для LinuxCNC, відредагуйте INI-файл. У розділі [DISPLAY] змініть рядок DISPLAY на
DISPLAY = tklinuxcnc
Потім запустіть LinuxCNC та виберіть цей INI-файл. Зразок конфігурації sim/tklinuxcnc/tklinuxcnc.ini вже налаштований на використання TkLinuxCNC як інтерфейсу.
Після запуску LinuxCNC відкривається вікно TKLinuxCNC.
2.1. Типовий сеанс роботи з TkLinuxCNC
-
Запустіть LinuxCNC та виберіть файл конфігурації.
-
Скасуйте умову «АВАРІЙНА СТОП» та увімкніть машину (натиснувши F1, а потім F2).
-
«Додому» для кожної осі.
-
Завантажте файл для фрезерування.
-
Покладіть заготовку, яку потрібно подрібнити, на стіл.
-
Встановіть відповідні зміщення для кожної осі, використовуючи режим ручного переміщення, і знову виконайте повернення в початкове положення або клацніть правою кнопкою миші на назві осі та введіть значення зміщення. Примітка: [Для деяких з цих дій може знадобитися зміна режиму, в якому наразі працює LinuxCNC.]
-
Запустіть програму.
-
Щоб знову обробити той самий файл фрезером, поверніться до кроку 6. Щоб обробити інший файл фрезером, поверніться до кроку 4. Після завершення вийдіть з LinuxCNC.
3. Елементи вікна TkLinuxCNC
Вікно TkLinuxCNC містить такі елементи:
-
Панель меню, яка дозволяє виконувати різні дії
-
Набір кнопок, що дозволяють змінювати поточний режим роботи, запускати/зупиняти шпиндель та виконувати інші відповідні операції введення/виведення
-
Рядок стану для різних дисплеїв, пов’язаних зі зміщенням
-
Область відображення координат
-
Набір повзунків, що керують параметрами «Швидкість поштовхового переміщення», «Перевірка подачі» та «Перевірка швидкості шпинделя», що дозволяє збільшувати або зменшувати ці параметри
-
Текстове поле для ручного введення даних «MDI»
-
Відображення рядка стану з активними G-кодами, M-кодами, F- та S-словами
-
Кнопки, пов’язані з перекладачем
-
Область відображення тексту, яка показує вихідний G-код завантаженого файлу
3.1. Основні кнопки
Зліва направо кнопки такі:
-
Увімкнення машини: ESTOP > ESTOP RESET > ON
-
Перемикач охолоджувальної рідини туманом
-
Зменшення швидкості шпинделя
-
Встановити напрямок шпинделя SPINDLE OFF > SPINDLE FORWARD . SPINDLE REVERSE
-
Збільшення швидкості шпинделя
-
Перервати
тоді на другому рядку:
-
Режим роботи: MANUAL > MDI > AUTO
-
Перемикач затоплення охолоджувальної рідини
-
Перемикач керування гальмом шпинделя
3.2. Рядок стану зсуву дисплея
У рядку стану відображення зміщення відображається поточний вибраний інструмент (вибраний за допомогою Txx M6), зміщення довжини інструмента (якщо активне) та робочі зміщення (встановлені клацанням правою кнопкою миші на координатах).
3.3. Область відображення координат
Основна частина дисплея показує поточне положення інструменту. Колір індикації положення залежить від стану осі. Якщо вісь не встановлена, вона буде відображатися жовтими літерами. Після встановлення вона буде відображатися зеленими літерами. Якщо з поточною віссю сталася помилка, TkLinuxCNC використає червоні літери, щоб показати це (наприклад, якщо спрацював апаратний кінцевий вимикач).
Щоб правильно інтерпретувати ці цифри, зверніться до радіо-боксів праворуч. Якщо положення «Машина», то відображуване число знаходиться в системі координат машини. Якщо «Відносне», то відображуване число знаходиться в системі координат зміщення. Далі вниз варіанти можуть бути «фактичні» або «задані». Фактичне значення відноситься до зворотного зв’язку, що надходить від енкодерів (якщо у вас є сервомашина), а «задане» значення відноситься до команди положення, що надсилається до двигунів. Ці значення можуть відрізнятися з кількох причин: помилка слідування, мертва зона, роздільна здатність енкодера або розмір кроку. Наприклад, якщо ви задаєте рух до X 0,0033 на вашому фрезерному верстаті, але один крок вашого крокового двигуна становить 0,00125, то «задане» положення буде 0,0033, але «фактичне» положення буде 0,0025 (2 кроки) або 0,00375 (3 кроки).
Інший набір перемикачів дозволяє вибрати між «спільним» і «світовим» видом. Вони не мають особливого сенсу на звичайних машинах (наприклад, з тривіальною кінематикою), але допомагають на машинах з нетривіальною кінематикою, таких як роботи або платформи Стюарта. (Більше про кінематику можна прочитати в Посібнику з інтегратора).
Коли машина рухається, вона залишає слід, який називається зворотною діаграмою. Ви можете відкрити вікно зворотної діаграми, вибравши Вигляд → зворотна діаграма.
3.4. Інтерпретатор TkLinuxCNC / Автоматичне керування програмою

Кнопки в нижній частині TkLinuxCNC використовуються для керування виконанням програми:
+ * «Відкрити», щоб завантажити програму, * «Перевірити», щоб перевірити на наявність помилок, * «Виконати», щоб розпочати фактичне різання, * «Пауза», щоб зупинити його під час роботи, * «Відновити», щоб відновити вже призупинену програму, * «Крок», щоб перейти на один рядок у програмі та * «Додаткова зупинка» для перемикання додаткового перемикача зупинки (якщо кнопка зелена, виконання програми буде зупинено на будь-якій зустрічній точці M1).
Під час роботи програми рядок, що виконується в даний момент, виділяється білим кольором. Текстовий дисплей автоматично прокручується, щоб відобразити поточний рядок.
3.5. Ручне керування
TkLinuxCNC дозволяє рухати верстат вручну. Ця дія називається «поступальним рухом». Спочатку виберіть вісь, яку потрібно перемістити, клацнувши на ній. Потім натисніть і утримуйте кнопку «+» або «-» залежно від бажаного напрямку руху. Перші чотири осі також можна переміщати за допомогою клавіш зі стрілками на клавіатурі (X і Y), клавіш PAGE UP і PAGE DOWN (Z) та клавіш «[» і «]» (A/4-та).
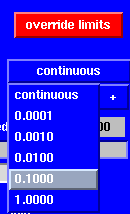
+ Якщо вибрано «Безперервно», рух триватиме доти, доки натиснуто кнопку або клавішу. Якщо вибрано інше значення, машина буде рухатися на відстань, що відображається, кожного разу, коли натискається кнопка або клавіша. Доступні значення:
+
1.0000, 0.1000, 0.0100, 0.0010, 0.0001+ Натискання кнопки «Home» або клавіші HOME призведе до повернення вибраної осі в початкове положення. Залежно від конфігурації, це може просто встановити значення осі в абсолютне положення 0,0 або змусити верстат переміститися в певне початкове положення за допомогою «перемикачів початкового положення». Докладнішу інформацію див. у розділі Homing Chapter.
+ Натиснувши «Перевищити обмеження», машина тимчасово отримає дозвіл на роботу поза межами обмежень, визначених у файлі INI. (Примітка: якщо функція «Перевищити обмеження» активна, кнопка буде відображатися червоним кольором).
Кнопка в першому ряду вибирає напрямок обертання шпинделя: проти годинникової стрілки, зупинка, за годинниковою стрілкою. Кнопки поруч дозволяють користувачеві збільшувати або зменшувати швидкість обертання. Кнопка в другому ряду дозволяє вмикати або вимикати гальмо шпинделя. Залежно від конфігурації вашої машини, не всі елементи в цій групі можуть мати ефект.
Дві кнопки дозволяють вмикати та вимикати охолоджувальні рідини «Розпилення» та «Потік». Залежно від конфігурації вашої машини, можуть відображатися не всі елементи цієї групи.
3.6. Введення коду
Ручне введення даних (також називається MDI) дозволяє вводити програми G-коду вручну, по одному рядку за раз. Коли верстат не ввімкнений і не встановлений у режим MDI, елементи керування введенням коду недоступні.

Це дозволяє ввести команду G-коду для виконання. Виконайте команду, натиснувши Enter.
Це показує «модальні коди», активні в інтерпретаторі. Наприклад, «G54» вказує на те, що «зміщення G54» застосовується до всіх введених координат.
3.7. Швидкість штовхання
Переміщуючи цей повзунок, можна змінювати швидкість переміщення. Числа вище вказані в одиницях осі / секунда. На текстове поле з числом можна натиснути. Після натискання з’явиться спливаюче вікно, в якому можна ввести число.
3.8. Перевизначення каналу
Переміщуючи цей повзунок, можна змінити запрограмовану швидкість подачі. Наприклад, якщо програма вимагає «F60», а повзунок встановлений на 120 %, то кінцева швидкість подачі буде 72. Текстове поле з цифрою можна натиснути. Після натискання з’явиться спливаюче вікно, в якому можна ввести цифру.
3.9. Коригування швидкості шпинделя
Повзунок перевищення швидкості шпинделя працює точно так само, як повзунок перевищення подачі, але він контролює швидкість шпинделя. Якщо програма вимагає S500 (швидкість шпинделя 500 об/хв), а повзунок встановлений на 80%, то кінцева швидкість шпинделя буде 400 об/хв. Цей повзунок має мінімальне і максимальне значення, визначені в файлі INI. Якщо вони відсутні, повзунок застрягає на 100%. Текстове поле з цифрою можна натиснути. Після натискання з’явиться спливаюче вікно, в якому можна ввести цифру.
4. Елементи керування клавіатурою
Майже всі дії в TkLinuxCNC можна виконати за допомогою клавіатури. Багато комбінацій клавіш недоступні в режимі MDI.
Найчастіше використовувані комбінації клавіш наведено в наступній таблиці.
| Натискання клавіші | Вжиті заходи |
|---|---|
F1 |
Увімкнути/вимкнути аварійну зупинку |
F2 |
Увімкнення/вимкнення машини |
`, 1 .. 9, 0 |
Встановити перевизначення подачі від 0% до 100% |
X, ` |
Активувати першу вісь |
Y, 1 |
Активувати другу вісь |
Z, 2 |
Активувати третю вісь |
A, 3 |
Активувати четверту вісь |
Головна сторінка |
Надіслати активну вісь додому |
Ліворуч, праворуч |
Поштовховий рух першої осі |
Вгору, вниз |
Поворот другої осі |
Сторінка вгору, сторінка вниз |
Поворот третьої осі |
[, ] |
Поворот четвертої осі |
ESC |
Зупинити виконання |