1. Вступ
LinuxCNC здатний керувати широким спектром обладнання, використовуючи багато різних апаратних інтерфейсів.
StepConf — це програма, яка генерує конфігураційні файли для LinuxCNC для певного класу верстатів з ЧПК: тих, що керуються через «стандартний паралельний порт» і керуються сигналами типу «крок і напрямок».
StepConf встановлюється під час встановлення LinuxCNC і знаходиться в меню CNC.
StepConf розміщує файл у каталозі linuxcnc/config для зберігання вибору для кожної створеної вами конфігурації. Коли ви щось змінюєте, вам потрібно вибрати файл, який відповідає назві вашої конфігурації. Розширення файлу — .stepconf.
Майстер StepConf найкраще працює з роздільною здатністю екрана щонайменше 800 x 600.
2. Початкова сторінка
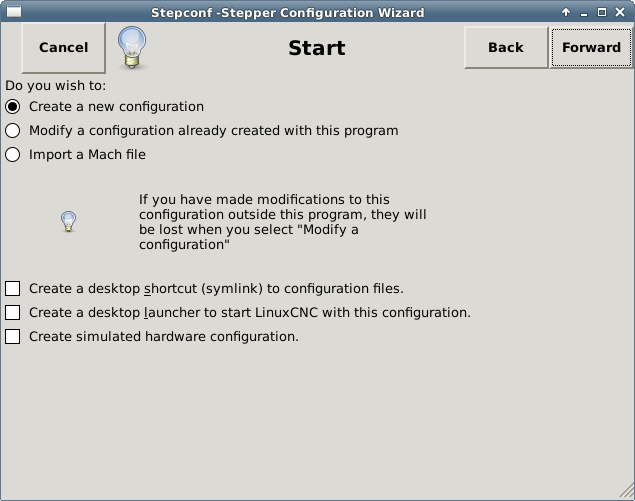
Перші три перемикачі не потребують пояснень:
-
«Створити нове» – створює нову конфігурацію.
-
«Змінити» — змінити існуючу конфігурацію. Після вибору цієї опції з’явиться вікно вибору файлу, де ви зможете вибрати файл .stepconf для зміни. Якщо ви внесли будь-які зміни до основного файлу HAL або INI, вони будуть втрачені. Зміни до файлів custom.hal та custom_postgui.hal не будуть змінені майстром StepConf. StepConf виділить останню версію lastconf, яка була створена.
-
«Імпорт» — імпортує файл конфігурації Mach і намагається перетворити його на файл конфігурації LinuxCNC. Після імпорту ви перейдете на сторінки StepConf, щоб підтвердити/змінити записи. Оригінальний файл XML Mach не буде змінений.
Ці наступні параметри будуть записані у файлі налаштувань для наступного запуску StepConf.
-
«Створити ярлик на робочому столі» – це розмістить посилання на файли на робочому столі.
-
«Створити панель запуску робочого столу» – це розмістить панель запуску на робочому столі для запуску вашої програми.
-
«Створити імітацію обладнання» – це дозволяє створити конфігурацію для тестування, навіть якщо у вас немає фактичного обладнання.
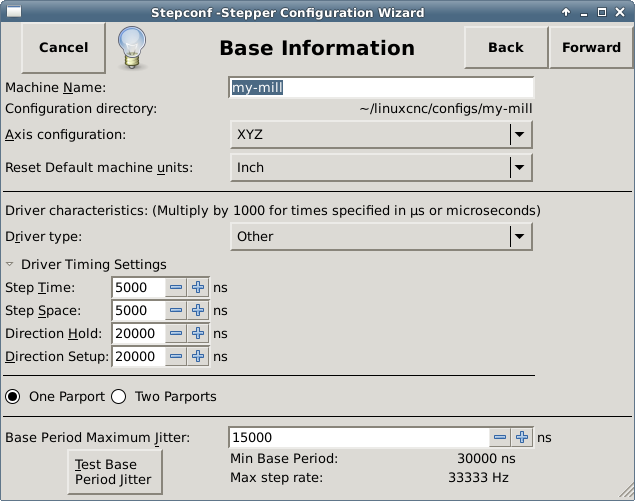
3. Основна інформація
-
«Створити імітацію обладнання» – це дозволяє створити конфігурацію для тестування, навіть якщо у вас немає фактичного обладнання.
-
«Назва машини» – виберіть назву для вашої машини. Використовуйте лише великі літери, малі літери, цифри, символи - та _.
-
«Конфігурація осі» – виберіть XYZ (фрезерний верстат), XYZA (4-осьовий фрезерний верстат) або XZ (токарний верстат).
-
«Одиниці виміру» — виберіть дюйми або міліметри. Усі наступні записи будуть вводитися у вибраних одиницях виміру. Зміна цього параметра також змінює значення за замовчуванням у розділі «Осі». Якщо ви зміните цей параметр після вибору значень у будь-якому з розділів осей, вони будуть замінені значеннями за замовчуванням вибраних одиниць виміру.
-
«Тип драйвера» — якщо у вас є один із крокових драйверів, перелічених у випадаючому списку, виберіть його. В іншому випадку виберіть «Інший» і знайдіть значення синхронізації в технічному паспорті вашого драйвера та введіть їх у «Налаштуваннях синхронізації драйвера» в наносекундах. Якщо в технічному паспорті вказано значення в мікросекундах, помножте його на 1000. Наприклад, введіть 4,5 мкс як 4500 нс.
Список деяких популярних накопичувачів разом із їхніми значеннями синхронізації можна знайти на вікі-сторінці LinuxCNC.org за адресою Синхронізація крокового накопичувача.
Додаткова обробка або ізоляція сигналу, така як оптопари та RC-фільтри на роз’ємних платах, можуть накладати власні обмеження за часом, на додаток до обмежень драйвера. Можливо, вам доведеться додати деякий час до вимог приводу, щоб це врахувати.
У селекторі конфігурації LinuxCNC вже налаштовані конфігурації для Sherline. * «Час кроку» – тривалість крокового імпульсу в наносекундах. Якщо ви не впевнені щодо цього налаштування, значення 20 000 підійде для більшості накопичувачів. * «Інтервал кроків» – мінімальний час між імпульсами кроків у наносекундах. Якщо ви не впевнені щодо цього налаштування, значення 20 000 підійде для більшості накопичувачів. * «Утримання напрямку» – час утримання штифта напрямку після зміни напрямку в наносекундах. Якщо ви не впевнені щодо цього налаштування, значення 20 000 підійде для більшості накопичувачів. * «Налаштування напрямку» – час до зміни напрямку після останнього імпульсу кроку в наносекундах. Якщо ви не впевнені щодо цього налаштування, значення 20 000 підійде для більшості приводів. * «Один / Два паралельних порти» – виберіть, скільки паралельних портів потрібно налаштувати. * «Максимальний джиттер базового періоду» — введіть тут результат тесту затримки. Щоб запустити тест затримки, натисніть кнопку «Тестувати джиттер базового періоду». Докладнішу інформацію див. у розділі Тест затримки. * «Максимальна швидкість кроку» – StepConf автоматично розраховує максимальну швидкість кроку на основі введених характеристик драйвера та результату тесту затримки. * «Мінімальний базовий період» – StepConf автоматично визначає мінімальний базовий період на основі введених характеристик драйвера та результатів тесту затримки.
4. Тест на затримку
Під час виконання тесту слід «зловживати» комп’ютером. Переміщайте вікна по екрану. Переглядайте веб-сторінки. Копіюйте великі файли на диск. Відтворюйте музику. Запустіть програму OpenGL, наприклад glxgears. Ідея полягає в тому, щоб випробувати ПК на міцність, поки тест на затримку перевіряє, які показники є найгіршими. Виконуйте тест принаймні кілька хвилин. Чим довше ви виконуєте тест, тим краще він виявлятиме події, які можуть відбуватися з меншою частотою. Це тест тільки для вашого комп’ютера, тому для його виконання не потрібно підключати жодного обладнання.
|
Warning
|
Не намагайтеся запускати LinuxCNC під час виконання тесту затримки. |
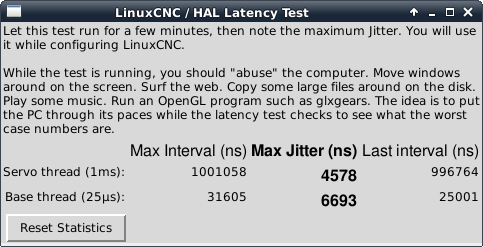
Затримка — це час, який потрібен ПК, щоб зупинити поточну операцію і відповісти на зовнішній запит. У нашому випадку запитом є періодичний «пульс», який служить еталоном часу для імпульсів кроку. Чим менша затримка, тим швидше можна запускати пульс, і тим швидшими та плавнішими будуть імпульси кроку.
Затримка набагато важливіша за швидкість процесора. Процесор — не єдиний фактор, що визначає затримку. Материнські плати, відеокарти, USB-порти, проблеми з SMI та низка інших речей можуть впливати на затримку.
Важливими цифрами є «максимальний джиттер». У наведеному вище прикладі 9075 наносекунд (нс) або 9,075 мікросекунд (мкс) є найвищим джиттером. Запишіть це число та введіть його в поле «Максимальний джиттер базового періоду».
Якщо ваше значення Max Jitter менше ніж приблизно 15-20 мкс (15000-20000 нс), комп’ютер повинен дати дуже хороші результати з програмним крокуванням. Якщо максимальна затримка становить близько 30-50 мкс, ви все одно можете отримати хороші результати, але ваша максимальна швидкість крокування може бути трохи розчаровуючою, особливо якщо ви використовуєте мікрокрокування або маєте гвинти з дуже дрібним кроком. Якщо цифри становлять 100 мкс або більше (100000 нс), то ПК не підходить для програмного крокування. Цифри понад 1 мілісекунду (1000000 нс) означають, що ПК не підходить для LinuxCNC, незалежно від того, чи використовуєте ви програмне крокування чи ні.
5. Налаштування паралельного порту
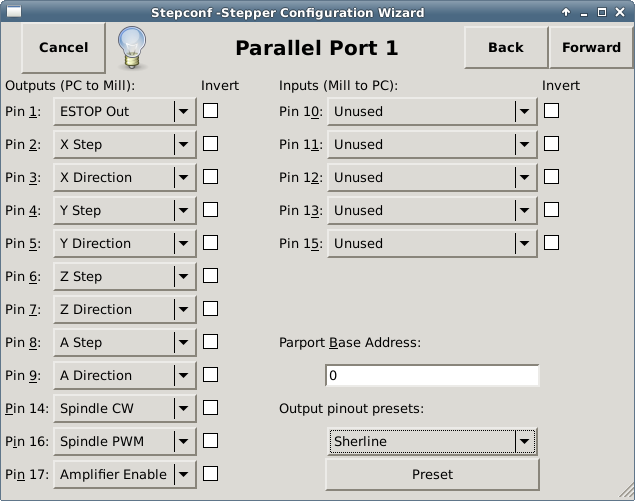
Ви можете вказати адресу у шістнадцятковому форматі (часто 0x378) або як номер порту Linux за замовчуванням (ймовірно, 0)
Для кожного виводу виберіть сигнал, який відповідає розпіновці вашого паралельного порту. Увімкніть прапорець «інвертувати», якщо сигнал інвертований (0 В для істини/активного, 5 В для хибності/неактивного).
-
«Попередні налаштування вихідних розпіновок» – автоматично встановлює контакти з 2 по 9 відповідно до стандарту Sherline (напрямок на контактах 2, 4, 6, 8) або стандарту Xylotex (напрямок на контактах 3, 5, 7, 9).
-
«Входи та виходи» – якщо вхід або вихід не використовується, встановіть для опції значення «Не використовується».
-
«Зовнішній аварійний зупин» – цей параметр можна вибрати зі спадного списку вхідних контактів. Типовий ланцюг аварійного зупину використовує всі нормально замкнуті контакти.
-
«Вимикачі відправлення та кінцеві вимикачі» – їх можна вибрати з випадаючого списку вхідних контактів для більшості конфігурацій.
-
«Зарядний насос» — якщо ваша плата драйвера вимагає сигналу зарядного насоса, виберіть «Зарядний насос» зі списку, що випадає, для виходу, який ви хочете підключити до входу зарядного насоса. Вихід зарядного насоса підключається до базової нитки за допомогою StepConf. Вихід зарядного насоса буде приблизно 1/2 від максимальної швидкості кроку, показаної на сторінці «Базова конфігурація машини».
-
«Напруга плазмової дуги» — якщо вам потрібно, щоб Mesa THCAD вводила напругу плазмової дуги, виберіть «Напруга плазмової дуги» зі списку вихідних контактів. Це дозволить активувати сторінку THCAD під час процедури налаштування для введення параметрів карти.
6. Налаштування паралельного порту 2
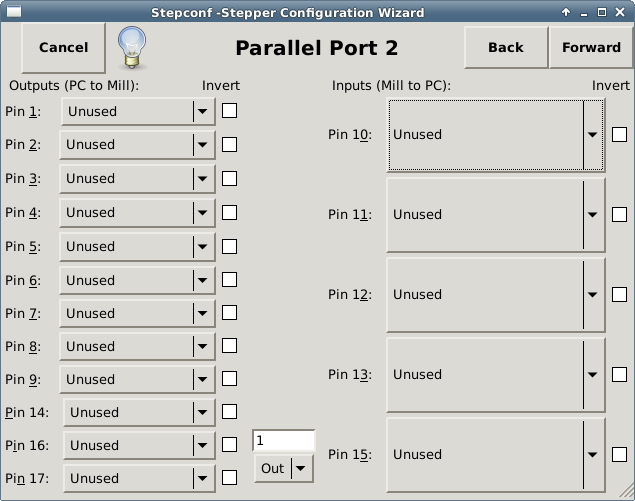
Другий паралельний порт (якщо вибрано) можна налаштувати, а його контакти призначити на цій сторінці. Не можна вибрати сигнали кроку та напрямку. Ви можете вибрати вхід або вихід, щоб максимізувати кількість доступних вхідних/вихідних контактів. Ви можете вказати адресу у шістнадцятковому форматі (зазвичай 0x378) або як номер порту за замовчуванням у Linux (ймовірно 1).
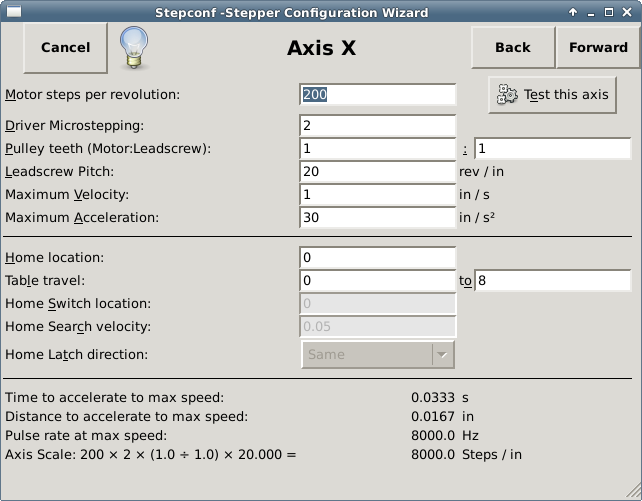
7. Конфігурація осі
-
«Кількість кроків двигуна за один оберт» — кількість повних кроків за один оберт двигуна. Якщо ви знаєте, скільки градусів припадає на один крок двигуна (наприклад, 1,8 градуса), то розділіть 360 на кількість градусів на крок, щоб отримати кількість кроків за один оберт двигуна.
-
«Мікрокроки драйвера» – величина мікрокроків, що виконуються драйвером. Введіть «2» для напівкроків.
-
«Передавальне число шківа» – якщо у вашому верстаті є шківи між двигуном і ходовим гвинтом, введіть тут передавальне число. Якщо ні, введіть «1:1».
-
«Крок ходового гвинта» — введіть тут крок ходового гвинта. Якщо ви вибрали одиниці виміру «дюйм», введіть кількість різьблень на дюйм. Якщо ви вибрали одиниці виміру «мм», введіть кількість міліметрів на оберт (наприклад, введіть 2 для 2 мм/оберт). Якщо машина рухається в неправильному напрямку, введіть тут від’ємне число замість додатного або змініть напрямок штифта для осі.
-
«Максимальна швидкість» – введіть максимальну швидкість для осі в одиницях за секунду.
-
«Максимальне прискорення» — правильні значення для цих параметрів можна визначити тільки експериментальним шляхом. Див. Визначення максимальної швидкості для налаштування швидкості та Визначення максимального прискорення для налаштування прискорення.
-
«Початкове положення» — положення, в яке переміщується верстат після завершення процедури повернення в початкове положення для цієї осі. Для верстатів без кінцевих вимикачів це положення, в яке оператор вручну переміщує верстат перед натисканням кнопки «Початкове положення». Якщо ви поєднуєте кінцеві вимикачі та вимикачі обмеження, ви повинні переміститися з вимикача в початкове положення, інакше ви отримаєте помилку обмеження з’єднання.
-
«Хід столу» – діапазон ходу для цієї осі на основі початку координат верстата. Домашнє положення має бути всередині «Ходу столу» та не дорівнювати одному зі значень ходу столу.
-
«Розташування вимикача початкового положення» — місце, в якому вимикач початкового положення спрацьовує або відпускається відносно початку координат машини. Цей пункт і два наступні з’являються тільки в тому випадку, якщо в роз’ємі паралельного порту були вибрані вимикачі початкового положення. Якщо ви поєднуєте вимикачі початкового положення і кінцеві вимикачі, розташування вимикача початкового положення не може збігатися з початковим положенням, інакше ви отримаєте помилку спільного обмеження.
-
«Швидкість пошуку вихідного положення» — швидкість, яка використовується під час пошуку вихідного положення перемикача. Якщо перемикач знаходиться поблизу кінця ходу, цю швидкість необхідно вибрати таким чином, щоб вісь могла сповільнитися до повної зупинки до досягнення кінця ходу. Якщо перемикач закритий тільки на короткій ділянці ходу (а не від точки спрацьовування до кінця ходу), цю швидкість потрібно вибрати так, щоб вісь могла сповільнитися до зупинки перед тим, як перемикач знову відкриється, а повернення в початкове положення завжди потрібно починати з того самого боку перемикача. Якщо на початку процедури повернення в початкове положення верстат рухається в неправильному напрямку, змініть значення «Швидкість пошуку початкового положення» на протилежне.
-
«Напрямок повернення в початкове положення» — виберіть «Те саме», щоб вісь відійшла від вимикача, а потім знову наблизилася до нього з дуже низькою швидкістю. При другому замиканні вимикача встановлюється початкове положення. Виберіть «Протилежне», щоб вісь відійшла від вимикача, а при розмиканні вимикача встановлювалося початкове положення.
-
«Час розгону до максимальної швидкості» – час досягнення максимальної швидкості, розрахований на основі «Максимального прискорення» та «Максимальної швидкості».
-
«Відстань для розгону до максимальної швидкості» – Відстань для досягнення максимальної швидкості з місця.
-
«Частота імпульсів при максимальній швидкості» — інформація, обчислена на основі значень, введених вище. Найбільша «Частота імпульсів при максимальній швидкості» визначає «BASE_PERIOD». Значення вище 20000 Гц можуть призвести до уповільнення часу відгуку або навіть до зависання (найшвидша частота імпульсів, яку можна використовувати, варіюється від комп’ютера до комп’ютера.)
-
«Axis SCALE» – число, яке буде використано в налаштуванні INI-файлу [SCALE]. Це кількість кроків на одиницю виміру користувача.
-
«Перевірити цю вісь» – відкриється вікно для тестування кожної осі. Цим можна скористатися після заповнення всієї інформації для цієї осі.
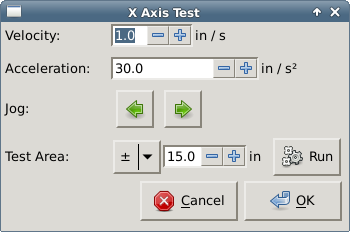
«Тестування цієї осі» – це базовий тестер, який виводить лише сигнали кроку та напрямку, щоб випробувати різні значення прискорення та швидкості.
|
Important
|
Щоб використовувати цю вісь для тестування, необхідно вручну ввімкнути її, якщо це потрібно. Якщо ваш драйвер має зарядний насос, його необхідно обійти. Ця вісь для тестування не реагує на сигнали кінцевих вимикачів. Використовуйте її з обережністю. |
7.1. Знаходження максимальної швидкості
Почніть з низького прискорення
(наприклад, 2 дюйма/с2 або 50 мм/с2) та швидкість, яку ви хочете досягти. За допомогою відповідних кнопок перемістіть вісь до центру ходу. Будьте обережні, оскільки при низькому значенні прискорення вісь може пройти несподівано велику відстань, перш ніж зупинитися.
Після вимірювання доступної відстані руху введіть безпечну відстань у полі «Тестова зона», маючи на увазі, що після зупинки двигун може почати рухатися в несподіваному напрямку. Потім натисніть «Запустити». Машина почне рухатися вперед і назад вздовж цієї осі. У цьому тесті важливо, щоб комбінація прискорення та тестової області дозволяла машині досягти вибраної швидкості та «круїзувати» принаймні на невелику відстань — чим більша відстань, тим кращий результат тесту. Формула d = 0,5 * v * v/a
дає мінімальну відстань, необхідну для досягнення заданої швидкості з заданим прискоренням. Якщо це зручно і безпечно, натисніть на стіл проти напрямку руху, щоб імітувати сили різання. Якщо машина зупинилася, зменшіть швидкість і почніть тест знову.
Якщо машина явно не зупинилася, натисніть кнопку «Запустити». Вісь повернеться у вихідне положення. Якщо положення неправильне, це означає, що вісь зупинилася або втратила кроки під час тесту. Зменште швидкість і повторіть тест.
Якщо машина не рухається, зупиняється або втрачає кроки, незалежно від того, наскільки низько ви зменшуєте швидкість, перевірте наступне:
-
Правильні таймінги ступінчастої форми хвилі
-
Правильна розпіновка, включаючи «Інвертувати» на ступінчастих контактах
-
Правильне, добре екрановане кабеля
-
Фізичні проблеми з двигуном, муфтою двигуна, ходовим гвинтом тощо.
Щойно ви знайдете швидкість, за якої вісь не зупиняється та не втрачає кроків під час цієї процедури тестування, зменште її на 10% та використовуйте це значення як «Максимальну швидкість» осі.
7.2. Знаходження максимального прискорення
Використовуючи максимальну швидкість, яку ви визначили на попередньому кроці, введіть значення прискорення для тестування. Використовуючи ту саму процедуру, що й вище, відрегулюйте значення прискорення вгору або вниз за необхідності. У цьому тесті важливо, щоб комбінація прискорення та тестової області дозволяла машині досягти вибраної швидкості. Після того, як ви визначили значення, при якому вісь не зупиняється і не втрачає кроки під час цієї процедури тестування, зменште його на 10% і використовуйте це значення як максимальне прискорення осі.
8. Конфігурація шпинделя
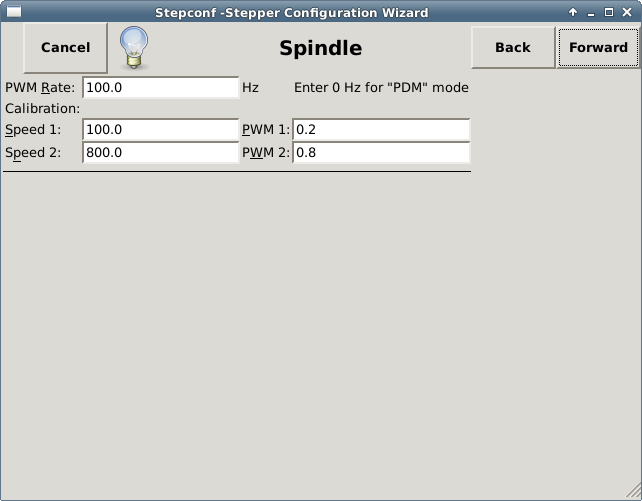
Ця сторінка відображається лише тоді, коли на сторінці «Розподіл виводів паралельного порту» для одного з виходів вибрано «PWM шпинделя».
8.1. Контроль швидкості шпинделя
Якщо на розпиновці відображається «Spindle PWM», слід ввести таку інформацію:
-
«Частота PWM» — «несуча частота» сигналу ШІМ, що подається на шпиндель. Введіть «0» для режиму PDM, який корисний для генерації аналогової напруги керування. Відповідне значення див. у документації до контролера шпинделя.
-
«Швидкість 1 і 2, PWM 1 і 2» — у створеному файлі конфігурації використовується проста лінійна залежність для визначення значення PWM для заданого значення RPM. Якщо значення невідомі, їх можна визначити. Докладнішу інформацію див. у розділі «Визначення калібрування шпинделя».
8.2. Синхронізований зі шпинделем рух
Коли відповідні сигнали від шпиндельного енкодера підключені до LinuxCNC через HAL, LinuxCNC підтримує нарізання різьби на токарному верстаті. Ці сигнали:
-
«Індекс шпинделя» – це імпульс, який виникає один раз за оберт шпинделя.
-
«Фаза шпинделя А» – це імпульс, який виникає в кількох рівномірно розташованих місцях під час обертання шпинделя.
-
«Фаза шпинделя B (опціонально)» — це другий імпульс, який виникає, але з відхиленням від фази шпинделя A. Перевагами використання як A, так і B є визначення напрямку, підвищена стійкість до перешкод та підвищена роздільна здатність.
Якщо на розпиновці відображаються «Фаза шпинделя A» та «Індекс шпинделя», слід ввести таку інформацію:
-
«Використовувати шпиндель на заданій швидкості» – за допомогою зворотного зв’язку від енкодера можна налаштувати LinuxCNC так, щоб він чекав, поки шпиндель досягне заданої швидкості, перш ніж розпочне подачу. Виберіть цю опцію та встановіть шкалу «достатньо близько».
-
«Коефіцієнт підсилення фільтра відображення швидкості» – налаштування для регулювання стабільності візуального відображення швидкості шпинделя.
-
«Циклів на оберт» – кількість циклів сигналу «Шпиндель А» протягом одного оберту шпинделя. Ця опція активується лише тоді, коли вхід встановлено на «Фаза шпинделя А»
-
«Максимальна швидкість у різьбі» – максимальна швидкість шпинделя, що використовується під час нарізання різьби. Для високих обертів шпинделя або енкодера шпинделя з високою роздільною здатністю потрібне низьке значення «BASE_PERIOD».
8.3. Визначення калібрування шпинделя
Введіть такі значення на сторінці конфігурації шпинделя:
Швидкість 1: |
0 |
PWM 1: |
0 |
Швидкість 2: |
1000 |
PWM 2: |
1 |
Завершіть решту кроків процесу конфігурації, а потім запустіть LinuxCNC із вашою конфігурацією. Увімкніть верстат і виберіть вкладку MDI. Запустіть обертання шпинделя, ввівши: «M3 S100». Змініть швидкість шпинделя, ввівши інше число S: «S800». Дійсні числа (на даний момент) знаходяться в діапазоні від 1 до 1000.
Для двох різних S-чисел виміряйте фактичну швидкість шпинделя в об/хв. Запишіть S-числа та фактичні швидкості шпинделя. Запустіть StepConf знову. У полі «Speed» (Швидкість) введіть виміряну швидкість, а в полі «PWM» (Широтно-імпульсна модуляція) введіть S-число, поділене на 1000.
Оскільки криві відгуку більшості шпиндельних драйверів дещо нелінійні, найкраще:
-
Переконайтеся, що дві калібрувальні швидкості не надто близькі одна до одної за кількістю обертів за хвилину.
-
Переконайтеся, що дві калібрувальні швидкості знаходяться в діапазоні швидкостей, які ви зазвичай використовуєте під час фрезерування.
Наприклад, якщо ваш шпиндель обертатиметься від 0 до 8000 об/хв, але ви зазвичай використовуєте швидкості від 400 об/хв (10%) до 4000 об/хв (100%), тоді знайдіть значення PWM, які дають 1600 об/хв (40%) та 2800 об/хв (70%).
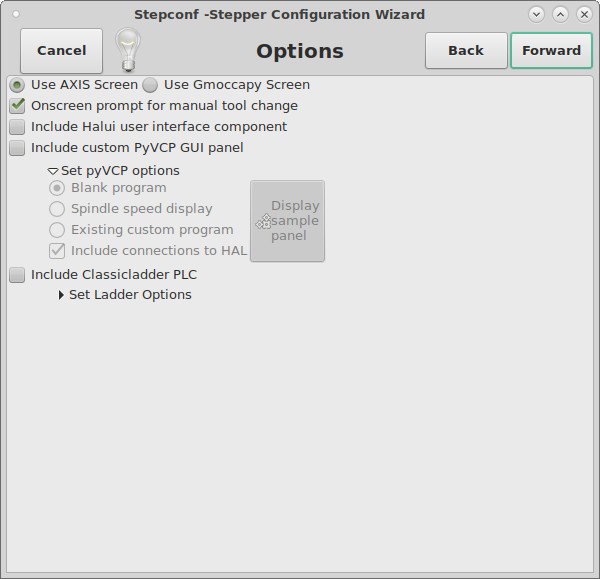
9. Опції
-
«Включити Halui» – це додасть компонент інтерфейсу користувача Halui. Див. розділ HALUI для отримання додаткової інформації.
-
«Включити PyVCP» – ця опція додає базовий файл панелі PyVCP або файл-зразок для роботи. Див. розділ PyVCP для отримання додаткової інформації.
-
«Включити ПЛК ClassicLadder» – ця опція додасть ПЛК ClassicLadder (програмований логічний контролер). Див. розділ ClassicLadder для отримання додаткової інформації.
-
«На екрані з’являється запит на зміну інструменту» — якщо цей прапорець встановлено, LinuxCNC зупиниться і запропонує вам змінити інструмент, коли зустріне «M6». Ця функція зазвичай корисна тільки в тому випадку, якщо у вас є інструменти з попередньо встановленими параметрами.
10. Повна конфігурація машини
Натисніть кнопку «Застосувати», щоб записати файли конфігурації. Пізніше ви можете повторно запустити цю програму та налаштувати параметри, введені раніше.
11. Axis Подорожі та будинки
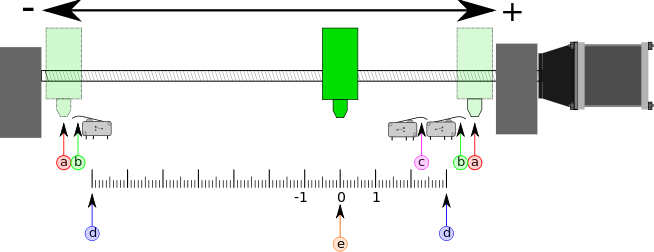
Для кожної осі існує обмежений діапазон ходу. Фізичний кінець ходу називається «жорсткою зупинкою».
|
Warning
|
Якщо буде перевищено механічну жорстку зупинку, гвинт або рама машини будуть пошкоджені! |
Перед «жорсткою зупинкою» знаходиться «кінцевий вимикач». Якщо кінцевий вимикач спрацьовує під час нормальної роботи, LinuxCNC вимикає підсилювач двигуна. Відстань між «жорсткою зупинкою» і «кінцевим вимикачем» повинна бути достатньою, щоб двигун, що не живиться, міг зупинитися.
Перед «кінцевим вимикачем» є «м’який ліміт». Це ліміт, що застосовується в програмному забезпеченні після повернення в початкове положення. Якщо команда MDI або програма G-коду перевищує м’який ліміт, вона не виконується. Якщо імпульс перевищує м’який ліміт, він припиняється на рівні м’якого ліміту.
«Перемикач початкового положення» можна розмістити в будь-якому місці ходу (між жорсткими упорами). Якщо зовнішнє обладнання не вимикає підсилювачі двигуна при досягненні кінцевого вимикача, один з кінцевих вимикачів можна використовувати як перемикач початкового положення.
«Нульове положення» — це точка на осі, яка має значення 0 у системі координат верстата. Зазвичай «нульове положення» знаходиться в межах «м’яких обмежень». На токарних верстатах режим постійної швидкості поверхні вимагає, щоб «X=0» верстата відповідало центру обертання шпинделя, коли зміщення інструменту не діє.
«Початкове положення» — це місце в межах ходу, до якого вісь буде переміщена в кінці послідовності повернення в початкове положення. Це значення повинно бути в межах «м’яких обмежень». Зокрема, «початкове положення» ніколи не повинно бути рівним «м’якому обмеженню».
11.1. Робота без кінцевих вимикачів
Машина може працювати без кінцевих вимикачів. У цьому випадку лише м’які обмежувачі зупиняють машину від досягнення жорсткого упору. М’які обмежувачі працюють лише після того, як машина переведена в початкове положення.
11.2. Робота без домашніх перемикачів
Машина може працювати без перемикачів початкового положення. Якщо машина має кінцеві вимикачі, але не має перемикачів початкового положення, найкраще використовувати кінцевий вимикач як перемикач початкового положення (наприклад, вибрати «Мінімальний ліміт + Початкове положення X» у роз’ємі). Якщо машина взагалі не має перемикачів або кінцеві вимикачі не можуть бути використані як перемикачі початкового положення з іншої причини, то машина повинна бути встановлена «на око» або за допомогою відповідних міток. Повернення в початкове положення на око не є таким повторюваним, як повернення в початкове положення за допомогою вимикачів, але все одно дозволяє використовувати м’які обмеження.
11.3. Варіанти підключення домашнього та кінцевого вимикача
Ідеальним варіантом підключення зовнішніх перемикачів було б одне вхідне з’єднання на кожен перемикач. Однак паралельний порт ПК має лише 5 вхідних з’єднань, тоді як на 3-осьовій машині встановлено аж 9 перемикачів. Замість цього кілька перемикачів підключаються між собою різними способами, щоб зменшити кількість необхідних вхідних з’єднань.
На малюнках нижче показано загальну схему підключення декількох перемикачів до одного вхідного контакту. У кожному випадку, коли один перемикач спрацьовує, значення, яке відображається на INPUT, змінюється з логічного HIGH на LOW. Однак LinuxCNC очікує значення TRUE, коли перемикач закритий, тому на сторінці конфігурації роз’ємів необхідно встановити відповідний прапорець «Invert» (Інвертувати). Резистор підтягування, показаний на схемах, підтягує вхід до високого рівня, поки не буде встановлено з’єднання із землею, після чого вхід переходить у низький рівень. В іншому випадку вхід може коливатися між увімкненим і вимкненим станом, коли ланцюг розімкнутий. Зазвичай для паралельного порту можна використовувати 47 кОм.


У StepConf дозволені такі комбінації перемикачів:
-
Об’єднайте домашні перемикачі для всіх осей
-
Об’єднані кінцеві вимикачі для всіх осей
-
Об’єднайте обидва кінцеві вимикачі для однієї осі
-
Поєднайте обидва кінцеві вимикачі та вимикач дому для однієї осі
-
Поєднайте один кінцевий вимикач та вимикач дому для однієї осі
Останні дві комбінації також доречні, коли використовується тип contact
home.