PnCconf wurde entwickelt, um Konfigurationen zu erstellen, die bestimmte Mesa Anything I/O Produkte verwenden.
Es kann Servo-Systeme mit geschlossenem Regelkreis oder Hardware-Schrittmachersysteme konfigurieren. Es verwendet einen ähnlichen Assistenten Ansatz wie StepConf (verwendet für Software-Stepping, parallel portgesteuerte Systeme).
PnCconf befindet sich noch im Entwicklungsstadium (Beta), daher gibt es noch einige Bugs und fehlende Funktionen. Bitte melden Sie Fehler und Vorschläge auf der LinuxCNC Forumsseite oder über die Mailing-Liste.
Bei der Verwendung von PnCconf gibt es zwei Denkansätze:
Wenn Sie sich entscheiden, Optionen zu ändern, laden Sie PnCconf neu und lassen Sie es die neuen Optionen konfigurieren. Dies funktioniert gut, wenn Ihr Rechner ziemlich standardmäßig ist und Sie benutzerdefinierte Dateien verwenden können, um nicht standardmäßige Funktionen hinzuzufügen. PnCconf versucht, Sie in dieser Hinsicht zu unterstützen.
Die andere Möglichkeit ist, PnCconf zu verwenden, um eine Konfiguration zu erstellen, die dem entspricht, was Sie wollen, und dann alles von Hand zu bearbeiten, um es an Ihre Bedürfnisse anzupassen. Dies wäre die Wahl, wenn Sie umfangreiche Änderungen über PnCconf’s Umfang oder wollen einfach nur mit / lernen über LinuxCNC basteln müssen.
Mit den Schaltflächen "Vor", "Zurück" und "Abbrechen" können Sie durch die Seiten des Assistenten navigieren. Außerdem gibt es eine Hilfeschaltfläche, die einige Informationen zu den Seiten, Diagrammen und einer Ausgabeseite enthält.
|
Tipp
|
Die Hilfeseite von PnCconf sollte die aktuellsten Informationen und zusätzliche Details enthalten. |
1. Schritt für Schritt Anleitung
2. Erstellen oder bearbeiten
Hier können Sie eine zuvor gespeicherte Konfiguration auswählen oder eine neue Konfiguration erstellen. Wenn Sie Ändern einer Konfiguration wählen und dann Weiter drücken, wird eine Dateiauswahlbox angezeigt. PnCconf wählt Ihre zuletzt gespeicherte Datei vor. Wählen Sie die Konfiguration, die Sie bearbeiten möchten. Wenn Sie Änderungen an der Haupt-HAL oder den INI-Dateien vorgenommen haben, überschreibt PnCconf diese Dateien und die Änderungen gehen verloren. Einige Dateien werden nicht überschrieben und PnCconf fügt einen Hinweis in diese Dateien ein. Außerdem können Sie Desktop-Verknüpfungen und Startoptionen auswählen. Eine Desktop-Verknüpfung legt ein Ordnersymbol auf dem Desktop ab, das auf Ihre neuen Konfigurationsdateien verweist. Andernfalls müssten Sie in Ihrem Home-Ordner unter linuxcnc/configs suchen.
Ein Desktop Launcher fügt ein Symbol auf dem Desktop hinzu, um Ihre Konfiguration direkt zu starten. Sie können sie auch vom Hauptmenü aus starten, indem Sie den Configuration Selector LinuxCNC im CNC-Menü verwenden und den Namen Ihrer Konfiguration auswählen.
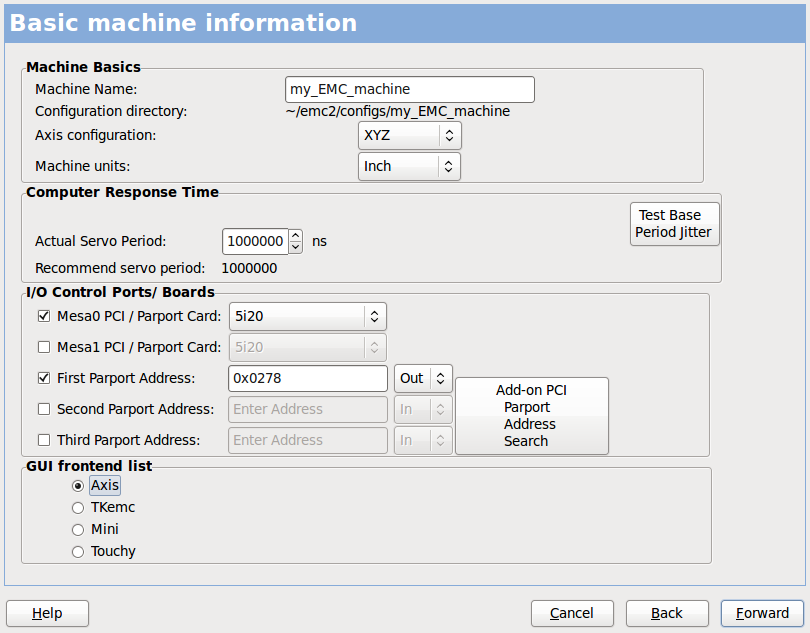
3. Grundlegende Informationen zur Maschine
- Maschinengrundlagen
-
Wenn Sie einen Namen mit Leerzeichen verwenden, ersetzt PnCconf die Leerzeichen durch Unterstriche (als lockere Regel gilt, dass Linux keine Leerzeichen in Namen mag) Wählen Sie eine Achsenkonfiguration - damit wählen Sie aus, welche Art von Maschine Sie bauen und welche Achsen verfügbar sind. Die Auswahl der Maschineneinheiten ermöglicht die Eingabe von metrischen oder imperialen Einheiten auf den folgenden Seiten.
|
Tipp
|
Standardwerte werden bei der Verwendung in metrisch nicht konvertiert, stellen Sie also sicher, dass es sich um vernünftige Werte handelt! |
- Reaktionszeit des Computers
-
Die Servoperiode gibt den Herzschlag des Systems vor. Latenz bezieht sich auf die Menge der Zeit, die der Computer länger als diese Periode sein kann. Genau wie eine Eisenbahn, LinuxCNC erfordert alles auf eine sehr enge und konsistente Zeitlinie oder schlechte Dinge passieren. LinuxCNC erfordert und verwendet ein Echtzeit Betriebssystem, das nur bedeutet, dass es hat eine niedrige Latenz (LReaktionszeit) hat. Bbei der Durchführung von LinuxCNCs Berechnungen können diese nicht durch Anforderungen niedrigerer Priorität (wie Benutzereingaben auf dem Bildschirm Tasten oder Zeichnung usw.) unterbrochen werden.
Das Testen der Latenzzeit ist sehr wichtig und ein wichtiger Punkt, den man frühzeitig überprüfen sollte. Glücklicherweise können wir der Mesa-Karte die Arbeit übertragen, für die eine besonders schnelle Reaktionszeit erforderlich ist (Encoder Zählen und PWM-Generierung). Somit können wir viel mehr Latenz ertragen, als wenn wir die parallele Schnittstelle für diese Dinge nutzen. Der Standard-Test in LinuxCNC ist die Überprüfung der BASE-Perioden Latenz (auch wenn wir nicht mit einer Basis-Periode arbeiten). Wenn Sie die test base period jitter Taste drücken, startet dies das Latenz-Test-Fenster (Sie können auch laden Sie diese direkt aus der Anwendungen / CNC-Panel.) Der Test soll ein paar Minuten laufen, aber je länger, desto besser. 15 Minuten sind das Minimum, und über Nacht ist noch besser. In dieser Zeit sollten Sie den Computer nutzen, um Dinge zu laden, das Netz zu nutzen, USB zu verwenden usw. Wir möchten die schlimmste Latenzzeit ermitteln und herausfinden, ob eine bestimmte Aktivität die Latenzzeit beeinträchtigt. Wir müssen uns den Jitter der Basisperiode ansehen. Alles, was unter 20000 liegt, ist hervorragend - man könnte mit der Maschine sogar schnelles Software-Stepping machen. 20000 - 50000 ist immer noch gut für Software-Stepping und für uns in Ordnung. 50000 - 100000 ist wirklich nicht so toll, könnte aber immer noch mit Hardware-Karten verwendet werden, die schnelle Reaktionszeiten ermöglichen. Alles unter 100000 ist also für uns brauchbar. Wenn die Latenzzeit enttäuschend ist oder Sie regelmäßig Schluckauf haben, können Sie sie vielleicht noch verbessern.
|
Tipp
|
Es ist ein Benutzer kompiliert Liste der Ausrüstung und die Latenz auf der LinuxCNC Wiki erhalten: https://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test Bitte beachten Sie Ihre Informationen auf der Liste hinzufügen. Auch auf dieser Seite sind Links zu Informationen über die Behebung einiger Latenzprobleme. |
Jetzt sind wir mit der Latenzzeit zufrieden und müssen eine Servoperiode wählen. In den meisten Fällen ein Servo-Periode von 1000000 ns ist in Ordnung (das gibt eine 1 kHz Servo Berechnungsrate - 1000 Berechnungen pro Sekunde). Wenn Sie den Aufbau eines geschlossenen Regelkreises Servo-System, das Drehmoment (Strom) steuert, anstatt Geschwindigkeit (Spannung), so wäre eine schnellere Rate besser - etwa 200000 (5 kHz Berechnungsrate). Das Problem mit der Senkung der Servo-Rate ist, dass weniger Zeit für den Computer zur Verfügung steht, um andere Dinge neben LinuxCNC zu berechnen. Typischerweise wird die Anzeige (GUI) weniger reaktionsschnell. Sie müssen sich für ein Gleichgewicht entscheiden. Denken Sie daran, dass, wenn Sie Ihre Closed-Loop-Servo-System abstimmen (engl. tune) und dann die Servo-Periode ändern, Sie anschließend voraussichtlich wieder Ihr Servo-System abstimmen müssen.
- E/A-Steueranschlüsse/Karten (engl. I/O Control Ports/Boards)
-
PnCconf ist in der Lage, Maschinen mit bis zu zwei Mesa-Karten und drei parallelen Anschlüssen zu konfigurieren. Parallele Schnittstellen können nur für einfache E/A mit niedriger Geschwindigkeit (Servorate) verwendet werden.
- Mesa
-
Sie müssen mindestens eine Mesa-Karte auswählen, da PnCconf die parallelen Ports nicht für die Zählung von Messgeräten oder die Ausgabe von Schritt- oder PWM-Signalen konfiguriert. Die in der Auswahlbox verfügbaren Mesa-Karten basieren darauf, was PnCconf an Firmware auf den Systemen findet. Es besteht die Möglichkeit, benutzerdefinierte Firmware hinzuzufügen und/oder bestimmte Firmware oder Karten mithilfe einer Einstellungsdatei auf eine schwarze Liste zu setzen (zu ignorieren). Wenn keine Firmware gefunden wird, zeigt PnCconf eine Warnung an und verwendet eine interne Beispiel-Firmware - ein Testen ist nicht möglich. Wenn Sie zwei PCI-Mesa-Karten auswählen, gibt es derzeit keine Möglichkeit vorherzusagen, welche Karte 0 und welche 1 ist - Sie müssen testen - das Verschieben der Karten könnte die Reihenfolge ändern. Wenn Sie mit zwei Karten konfigurieren, müssen beide Karten installiert sein, damit die Tests funktionieren.
- Parallelport
-
Bis zu 3 parallele Anschlüsse (auch parallele Schnittstelle oder engl. Kurzform parports) können als einfache E/A verwendet werden. Sie müssen die Adresse des Parports festlegen. Sie können entweder das Linux-Nummerierungssystem für parallele Anschlüsse (0, 1 oder 2) oder die tatsächliche Adresse eingeben. Die Adresse für einen On-Board-Parport ist oft 0x0278 oder 0x0378 (in Hexadezimal geschrieben), kann aber auf bei denr BIOS-Einstellungen gefunden werden. Die BIOS-Seite finden Sie, wenn Sie Ihren Computer zum ersten Mal starten. Sie müssen eine Taste drücken, um sie zu öffnen (z. B. F2). Auf der BIOS-Seite finden Sie die Adresse des parallelen Anschlusses und können den Modus einstellen, z. B. SPP, EPP usw. Bei einigen Computern wird diese Information während des Starts einige Sekunden lang angezeigt. Bei PCI-Parallelport-Karten kann die Adresse durch Drücken der Schaltfläche parport address search ermittelt werden. Daraufhin wird die Hilfe-Ausgabeseite mit einer Liste aller PCI-Geräte angezeigt, die gefunden werden können. Darin sollte ein Verweis auf ein Parallelport-Gerät mit einer Liste von Adressen enthalten sein. Eine dieser Adressen sollte funktionieren. Nicht alle PCI-Parallelports funktionieren ordnungsgemäß. Beide Typen können als in (maximale Anzahl von Eingangspins) oder out (maximale Anzahl von Ausgangspins) ausgewählt werden.
- GUI-Frontend-Liste
-
Dies legt die grafischen Bildschirme fest, die LinuxCNC verwenden wird. Jeder von ihnen hat verschiedene Optionen.
-
Vollständig unterstützt Drehmaschinen.
-
ist das am weitesten entwickelte und am häufigsten verwendete Frontend
-
ist für die Verwendung mit Maus und Tastatur konzipiert
-
basiert auf tkinter und integriert daher unkompliziert mit PyVCP (Python-basierte virtuelle Kontrollfelder).
-
hat ein grafisches 3D-Fenster.
-
ermöglicht die Integration von VCP auf der Seiten- oder in der mittleren Registerkarte
-
kontrastreicher hellblauer Bildschirm
-
separates Grafikfenster
-
keine VCP-Integration
-
Touchy wurde für die Verwendung mit einem Touchscreen, einigen minimalen physischen Schaltern und einem MPG-Rad konzipiert.
-
erfordert Zyklus-Start-, Abbruch- und Einzelschritt-Signale und -Tasten
-
Außerdem muss das Handrad-Jogging mit gemeinsamer Achse ausgewählt werden.
-
ist GTK-basiert und integriert daher GladeVCP (virtuelle Kontrollfelder) auf unkompiziere Weise.
-
ermöglicht die Integration von VCP-Panels in die mittlere Registerkarte
-
hat kein grafisches Fenster
-
Das Aussehen kann mit benutzerdefinierten Designs geändert werden
-
voll funktionsfähige Plasmac-Konfiguration auf der Grundlage der QtVCP-Infrastruktur.
-
Maus-/Tastaturbedienung oder Touchscreen-Bedienung
-
keine VCP-Integration
4. Externe Konfiguration
Auf dieser Seite können Sie externe Steuerungen auswählen, z. B. für Jogging oder Overrides.
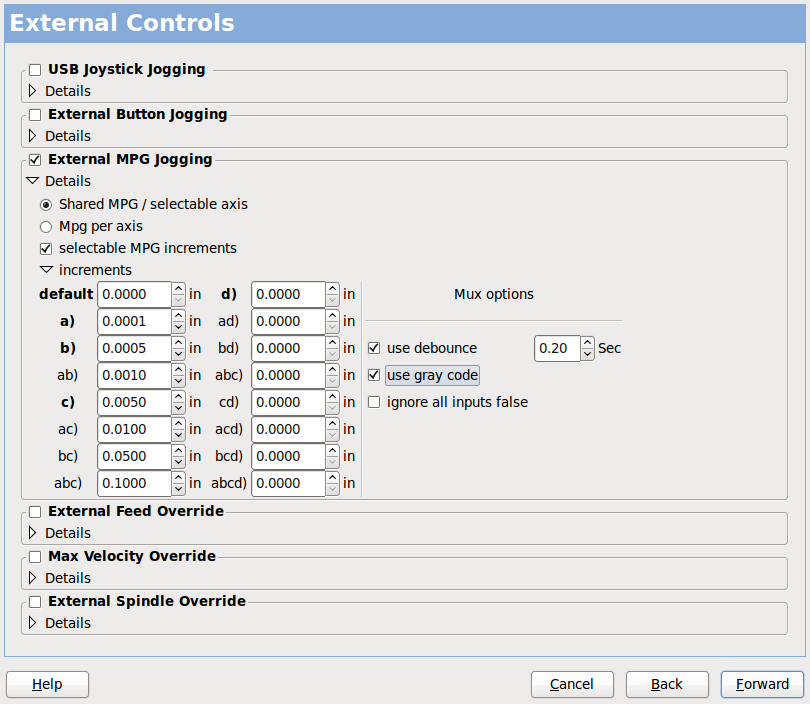
Wenn Sie einen Joystick für Jogging wählen, so muß dieser immer eingesteckt sein, um LinuxCNC zu nutzen. Um die analogen Sticks für Jogging zu nutzen, werden Sie wahrscheinlich einigen HAL-Code selber hinzufügen müssen. Handrad (auch Impulsgenerator oder engl. MPG)-Jogging erfordert einen Impulsgeber, der mit einem MESA-Geberzähler verbunden ist. Override-Steuerungen können entweder einen Impulsgenerator oder einem Schalter (z. B. einen Drehschalter) verwenden. Externe Tasten können mit einem schalterbasierten OEM-Joystick verwendet werden.
- Joystick-Joggen
-
Hierzu muss eine benutzerdefinierte device rule im System installiert werden. Dies ist eine Datei, die LinuxCNC verwendet, um eine Verbindung zu Linux’s Geräte (engl. device)-Liste herstellt. PnCconf wird helfen, diese Datei zu anzulegen.
-
Suche nach Geräteregeln durchsucht das System nach Regeln. Sie können diese Funktion verwenden, um den Namen von Geräten zu finden, die Sie bereits mit PnCconf erstellt haben.
-
Mit Add a device rule können Sie ein neues Gerät konfigurieren, indem Sie den Aufforderungen folgen. Sie müssen Ihr Gerät zur Verfügung haben.
-
Mit test device können Sie ein Gerät laden, dessen Pin-Namen sehen und seine Funktionen mit halmeter überprüfen.
-
Joystick-Jogging verwendet die Komponenten HALUI und hal_input.
- Externe Tasten
-
Ermöglicht das Joggen der Achse mit einfachen Tasten mit einer bestimmten Geschwindigkeit. Wahrscheinlich am besten für schnelles Joggen geeignet.
- Handrad (engl. MPG) Jogging
-
Ermöglicht die Verwendung eines Handrads (manuellen Impulsgebers, MPG), um die Achsen der Maschine zu bewegen.
Handräder (MPGs) sind häufig in kommerziellen Maschinen zu finden. Sie geben Quadraturimpulse aus, die mit einem MESA-Encoder-Zähler gezählt werden können. PnCconf ermöglicht ein Rad pro Achse oder eines gemeinsam für alle Achsen. Es ermöglicht die Auswahl von Jog-Geschwindigkeiten über Schalter oder eine voreingestellte feste Geschwindigkeit.
Für die Option der wählbaren Inkremente wird die Komponente mux16 verwendet. Diese Komponente verfügt über Optionen wie Entprellung und Gray-Code, um den rohen Schaltereingang zu filtern.
- Neufestlegungen (engl. overrides)
-
PnCconf ermöglicht die Neufestsetzung von Vorschubgeschwindigkeiten und/oder Spindeldrehzahlen über ein Handrad (MPG) oder Schalter (z. B. Drehschalter).
5. GUI-Konfiguration
Hier können Sie die Standardeinstellungen für die Bildschirme, fügen Sie virtuelle Bedienfelder (VCP), und stellen Sie einige LinuxCNC Optionen.
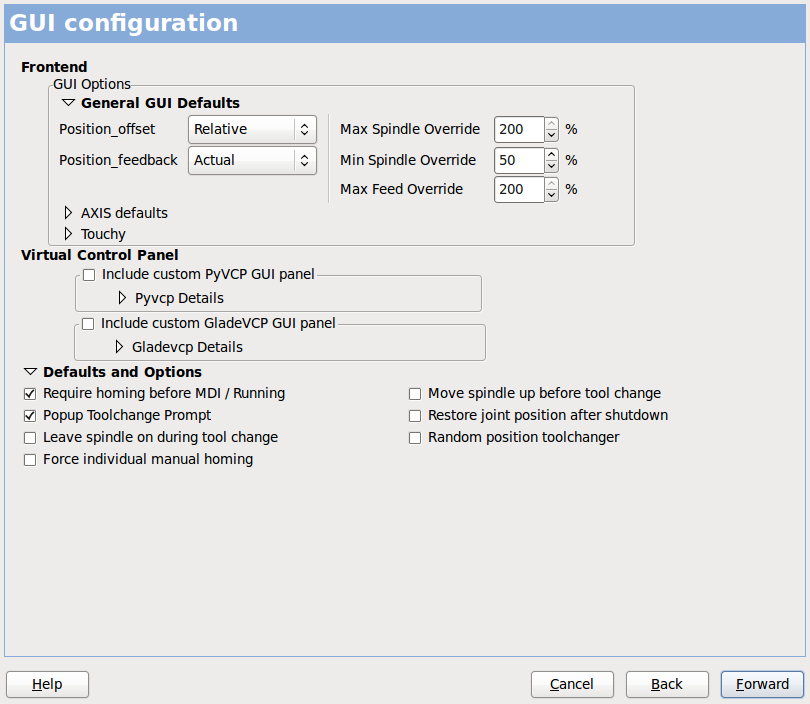
- Front-End GUI-Optionen
-
Die Standardoptionen ermöglichen die Auswahl allgemeiner Standardeinstellungen für jeden Anzeigebildschirm.
AXIS-Standardwerte sind AXIS-spezifische Optionen. Wenn Sie die Optionen Größe, Position oder Maximieren erzwingen wählen, fragt PnCconf, ob eine Voreinstellungsdatei (.axisrc) überschrieben werden darf. Sofern Sie nicht manuell Befehle zu dieser Datei hinzugefügt haben, ist es in Ordnung, dies zuzulassen. Position und force max können verwendet werden, um AXIS auf einen zweiten Monitor zu verschieben, wenn das System dazu in der Lage ist.
Touchy-Standardeinstellungen sind Optionen, die spezifisch für Touchy sind. Die meisten Optionen von Touchy’können während der Ausführung von Touchy über die Einstellungsseite geändert werden. Touchy verwendet GTK, um seinen Bildschirm zu zeichnen, und GTK unterstützt Themen. Themes steuern das grundlegende Aussehen und die Bedienung eines Programms. Sie können Themes aus dem Netz herunterladen oder sie selbst bearbeiten. Es gibt eine Liste der aktuellen Themen auf dem Computer, aus der Sie auswählen können. Damit ein Teil des Textes besser zur Geltung kommt, können Sie in PnCconf die Standardeinstellungen der Themes’s überschreiben. Die Optionen position und force max können verwendet werden, um Touchy auf einen zweiten Monitor zu verschieben, wenn das System dazu in der Lage ist.
QtPlasmaC-Optionen sind spezifisch für QtPlasmac, alle allgemeinen Optionen, die nicht benötigt werden, sind deaktiviert. Wenn QtPlasmac ausgewählt wird, ist der folgende Bildschirm ein Bildschirm zur Einstellung der Benutzertasten, der spezifisch für QtPlasmaC ist, und die VCP-Optionen sind nicht verfügbar.
- VCP Optionen
-
Virtuelle Bedienfelder ermöglichen das Hinzufügen von benutzerdefinierten Bedienelementen und Anzeigen auf dem Bildschirm. AXIS und Touchy können diese Steuerelemente an bestimmten Positionen in den Bildschirm integrieren. Es gibt zwei Arten von VCPs - PyVCP, das Tkinter zum Zeichnen des Bildschirms verwendet und GladeVCP, das GTK zum Zeichnen des Bildschirms verwendet.
- PyVCP
-
PyVCPs Bildschirm XML-Datei kann nur von Hand erstellt werden. PyVCPs passen natürlich mit AXIS, da sie beide TKinter verwenden.
Es werden HAL-Pins erstellt, an die sich der Benutzer in seiner eigenen HAL-Datei anschließen kann. Es gibt ein Beispiel für ein Spindeldisplay, das der Benutzer unverändert verwenden oder darauf aufbauen kann. Sie können eine leere Datei auswählen, zu der Sie später Ihre Steuerelemente Widgets hinzufügen können, oder Sie wählen ein Beispiel für eine Spindelanzeige zur Anzahl der Spindeldrehzahl und zur Anzeige, ob die Spindel die gewünschte Drehzahl erreicht hat.
PnCconf verbindet die richtigen HAL-Pins der Spindelanzeige für Sie. Wenn Sie AXIS verwenden, wird das Panel auf der rechten Seite integriert. Wenn Sie AXIS nicht verwenden, wird das Panel separat stand-alone vom Front-End-Bildschirm angezeigt.
Sie können die Geometrieoptionen verwenden, um das Panel zu vergrößern und zu verschieben, z. B. um es auf einen zweiten Bildschirm zu verschieben, wenn das System dazu in der Lage ist. Wenn Sie auf die Schaltfläche Mustertafel anzeigen klicken, werden die Größen- und Platzierungsoptionen beachtet.
- GladeVCP
-
GladeVCPs passen natürlich in den Touchy-Bildschirm, da beide GTK verwenden, um sie zu zeichnen, aber durch die Änderung von GladeVCPs Thema kann es möglich werden, dies optisch ziemlich gut in AXIS zu integrieren (versuchen Sie Redmond).
Es verwendet einen grafischen Editor, um seine XML-Dateien zu erstellen. Es werden HAL-Pins erstellt, mit denen sich der Benutzer innerhalb seiner eigenen HAL-Datei verbinden kann.
GladeVCP ermöglicht auch eine viel anspruchsvollere (und kompliziertere) Programmierinteraktion, die PnCconf derzeit nicht nutzt (siehe GLADE VCP im Handbuch).
PnCconf verfügt über Beispielpanels, die der Benutzer unverändert verwenden oder auf denen er aufbauen kann. Mit GladeVCP können Sie in PnCconf verschiedene Optionen für Ihre Beispielanzeige auswählen.
Wählen Sie unter "Beispieloptionen" die gewünschten Optionen aus. Die Nulltasten verwenden HALUI-Befehle, die Sie später im HALUI-Abschnitt bearbeiten können.
Auto Z Touch-Off erfordert auch das klassische Leiter-Touch-Off-Programm und einen ausgewählten Sondeneingang. Es erfordert eine leitfähige Touch-Off-Platte und ein geerdetes leitfähiges Werkzeug. Eine Idee, wie es funktioniert, finden Sie unter:
Unter „Anzeigeoptionen“ können Größe, Position und max. Kraft auf einem „eigenständigen“ Panel verwendet werden, um beispielsweise den Bildschirm auf einem zweiten Monitor zu platzieren, wenn das System dazu in der Lage ist.
Sie können ein GTK-Thema auswählen, welches das grundlegende Erscheinungsbild des Panels festlegt. Normalerweise möchten Sie, dass dies mit dem Front-End-Bildschirm übereinstimmt. Diese Optionen werden verwendet, wenn Sie auf die Schaltfläche "Beispiel anzeigen" klicken. Mit GladeVCP können Sie je nach Front-End-Bildschirm auswählen, wo das Panel angezeigt werden soll.
Bei AXIS kann er in der Mitte oder auf der rechten Seite stehen, bei Touchy in der Mitte.
- Standardeinstellungen und Optionen
-
-
Referenzfahrt vor Manueller Dateneingabe / Ausführung erforderlich machen
-
Wenn Sie möchten, dass die Maschine vor der Referenzfahrt bewegt werden kann, deaktivieren Sie dieses Kontrollkästchen.
-
-
Popup-Tool-Eingabeaufforderung
-
Wählen Sie zwischen einer Bildschirmabfrage für Werkzeugwechsel oder dem Export von Standardsignalnamen für eine benutzerdefinierte Werkzeugwechsler-HAL-Datei
-
-
Lassen Sie die Spindel während des Werkzeugwechsels eingeschaltet:
-
Verwendet für Drehbänke
-
-
Individuelle manuelle Referenzfahrt erzwingen
-
Spindel vor dem Werkzeugwechsel nach oben fahren
-
Wiederherstellung der Gelenkposition nach Abschaltung
-
Verwendet für nichttriviale kinematische Maschinen
-
-
Werkzeugwechsler mit zufälliger (engl. random) Position
-
Wird für Werkzeugwechsler verwendet, die das Werkzeug nicht in dieselbe Tasche zurückbringen. Um Werkzeugwechsler zu unterstützen, müssen Sie einen eigenen HAL-Code hinzufügen.
-
-
6. Mesa-Konfiguration
Die Mesa-Konfigurationsseiten erlauben es, verschiedene Firmwares zu verwenden. Auf der Basisseite haben Sie eine Mesa-Karte ausgewählt. Hier wählen Sie die verfügbare Firmware aus und bestimmen, welche und wie viele Komponenten verfügbar sind.
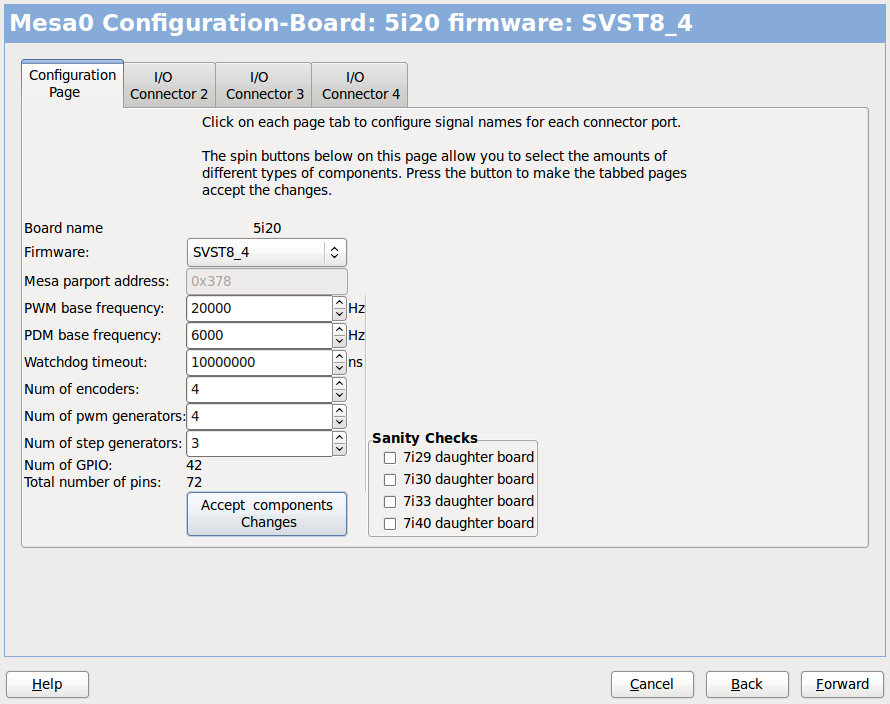
Die Parport-Adresse wird nur mit der Mesa-Parport-Karte, der 7i43, verwendet. Ein On-Board-Parallelport verwendet normalerweise 0x278 oder 0x378, obwohl Sie in der Lage sein sollten, die Adresse auf der BIOS-Seite zu finden. Bei der 7i43 muss die parallele Schnittstelle den EPP-Modus verwenden, der wiederum im BIOS eingestellt wird. Bei Verwendung einer PCI-Parallelschnittstelle kann die Adresse über die Suchfunktion auf der Basisseite gesucht werden.
|
Anmerkung
|
Viele PCI-Karten unterstützen das EPP-Protokoll nicht richtig. |
Die PDM-PWM- und 3PWM-Basisfrequenz bestimmt das Gleichgewicht zwischen Restwelligkeit und Linearität. Bei der Verwendung von Mesa-Tochterkarten sollten die Unterlagen für die Karte Empfehlungen enthalten.
|
Wichtig
|
Es ist wichtig, diese zu beachten, um Schäden zu vermeiden und die beste Leistung zu erzielen. |
Der 7i33 benötigt PDM und eine PDM-Basisfrequenz von 6 MHz
Der 7i29 benötigt PWM und eine PWM-Basisfrequenz von 20 kHz
Das 7i30 erfordert PWM und eine PWM-Basisfrequenz von 20 kHz
Das 7i40 erfordert PWM und eine PWM-Basisfrequenz von 50 kHz
Das 7i48 benötigt UDM und eine PWM-Basisfrequenz von 24 kHz- Watchdog-Zeitüberschreitung
-
wird verwendet, um einzustellen, wie lange das MESA-Board wartet, bevor es die Ausgänge abschaltet, wenn die Kommunikation mit dem Computer unterbrochen wird. Bitte denken Sie daran, dass Mesa active low Ausgänge verwendet, d.h. wenn der Ausgangspin eingeschaltet wurde, dann ist er niedrig (ca. 0 Volt) und wenn er ausgeschaltet ist, dann ist der Ausgang hoch (ca. 5 Volt), stellen Sie sicher, dass Ihre Ausrüstung im ausgeschalteten Zustand (z.B. wenn der Watchdog einmal beißt) sicher ist.
- Anzahl der Codierer/PWM-Generatoren/STEP-Generatoren
-
Sie können die Anzahl der verfügbaren Komponenten auswählen, indem Sie nicht verwendete Komponenten abwählen. Nicht alle Komponententypen sind mit jeder Firmware verfügbar.
Wenn Sie weniger als die maximale Anzahl von Komponenten wählen, können Sie mehr GPIO-Pins erhalten. Bei der Verwendung von Tochterkarten sollten Sie darauf achten, dass Sie keine Pins abwählen, die von der Karte verwendet werden. Zum Beispiel unterstützt manche Firmware zwei 7i33-Karten. Wenn Sie nur eine haben, können Sie genügend Komponenten abwählen, um den Anschluss zu nutzen, der die zweite 7i33 unterstützt. Die Komponenten werden numerisch mit der höchsten Nummer zuerst abgewählt, dann abwärts, ohne eine Nummer zu überspringen. Wenn die Komponenten dadurch nicht dort sind, wo Sie sie haben wollen, müssen Sie eine andere Firmware verwenden. Die Firmware diktiert, wo, was und die maximale Menge der Komponenten. Benutzerdefinierte Firmware ist möglich, fragen Sie freundlich, wenn Sie die LinuxCNC Entwickler und Mesa kontaktieren. Die Verwendung benutzerdefinierter Firmware in PnCconf erfordert spezielle Verfahren und ist nicht immer möglich - obwohl ich versuche, PnCconf so flexibel wie möglich zu machen.
Nachdem Sie all diese Optionen ausgewählt haben, drücken Sie die Schaltfläche Accept Component Changes und PnCconf aktualisiert die E/A-Setup-Seiten. Abhängig von der Mesa-Karte werden nur E/A-Registerkarten für verfügbare Anschlüsse angezeigt.
7. Mesa I/O-Einrichtung
Die Registerkarten werden zur Konfiguration der Eingangs- und Ausgangspins der Mesa-Karten verwendet. Mit PnCconf können Sie benutzerdefinierte Signalnamen zur Verwendung in benutzerdefinierten HAL-Dateien erstellen.
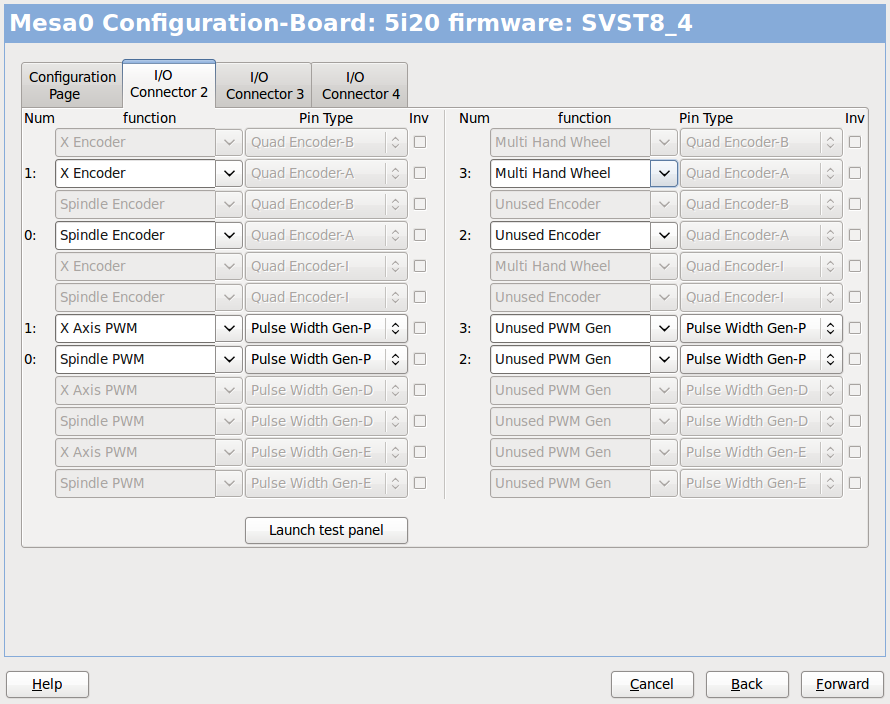
Auf dieser Registerkarte mit dieser Firmware sind die Komponenten für eine 7i33 Tochterplatine eingestellt, die normalerweise mit Servos mit geschlossenem Regelkreis verwendet wird. Beachten Sie, dass die Komponentennummern der Encoderzähler und PWM-Treiber nicht in numerischer Reihenfolge sind. Dies entspricht den Anforderungen für die Tochterkarte.
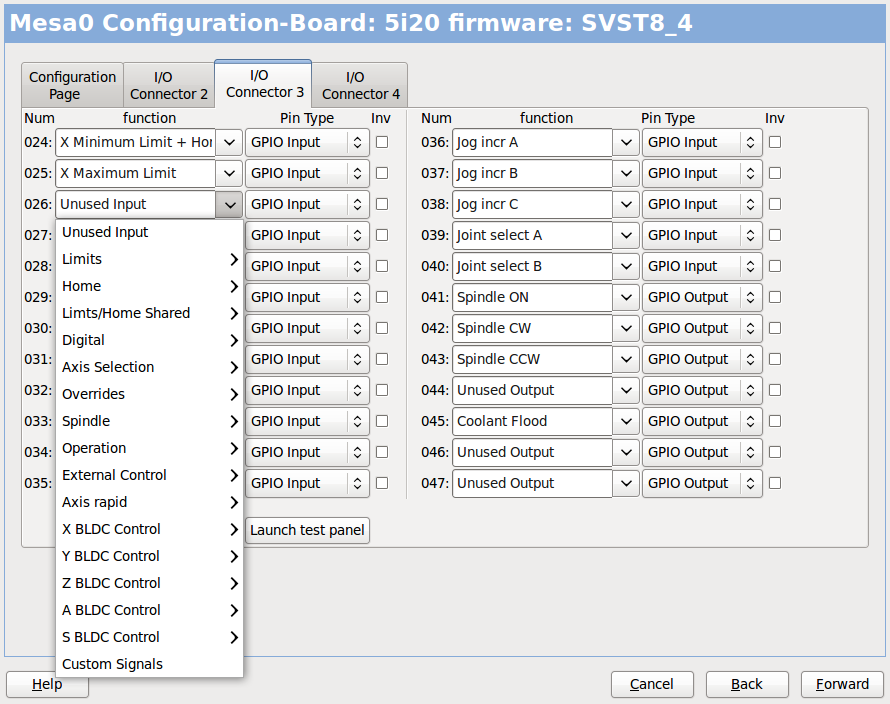
Auf dieser Registerkarte sind alle Pins GPIO. Beachten Sie die 3-stelligen Nummern - sie entsprechen der HAL-Pin-Nummer. GPIO-Pins können als Eingang oder Ausgang gewählt werden und können invertiert werden.
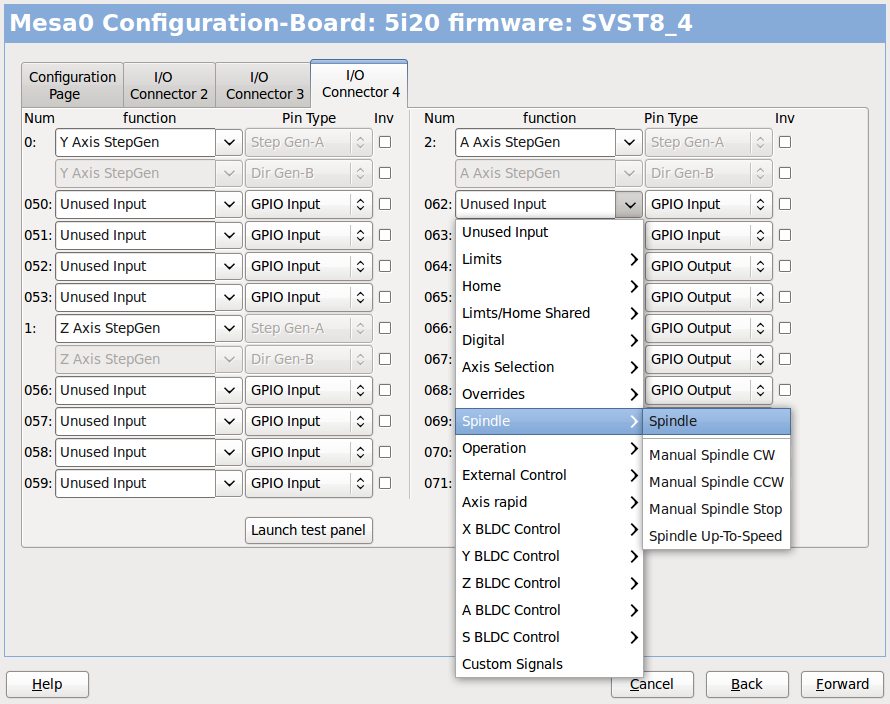
Auf dieser Registerkarte gibt es eine Mischung aus Schrittgeneratoren und GPIO. Die Ausgangs- und Richtungspins der Schrittgeneratoren können invertiert werden. Beachten Sie, dass die Invertierung eines Step-Gen-A-Pins (des Step-Ausgangspins) das Step-Timing verändert. Es sollte dem entsprechen, was Ihr Controller erwartet.
8. Konfiguration des parallelen Anschlusses
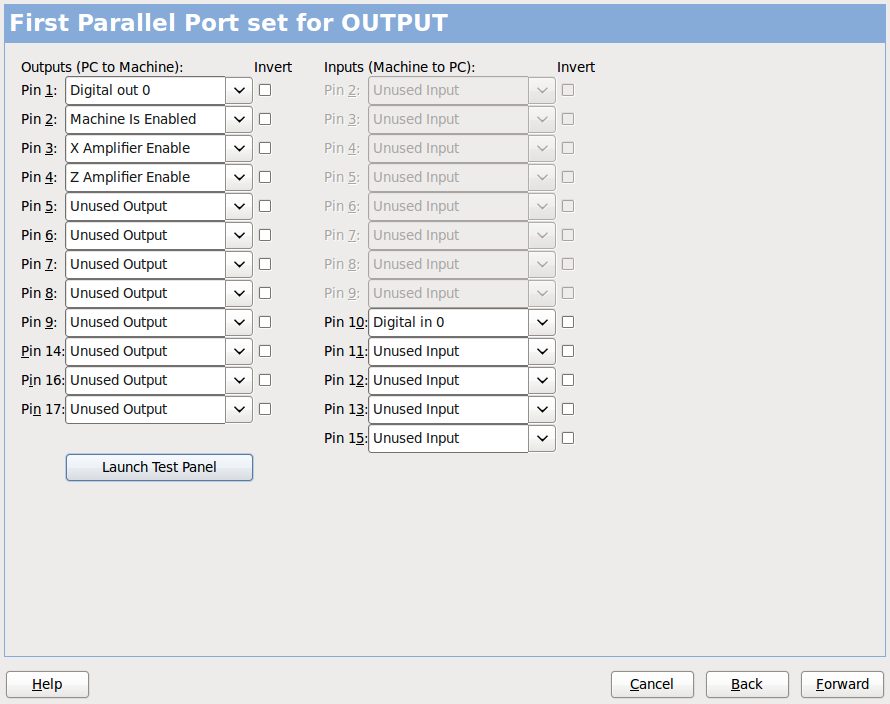
Der Parallelport kann für einfache E/A verwendet werden, ähnlich wie die GPIO-Pins von Mesa’s.
9. Konfiguration der Achsen
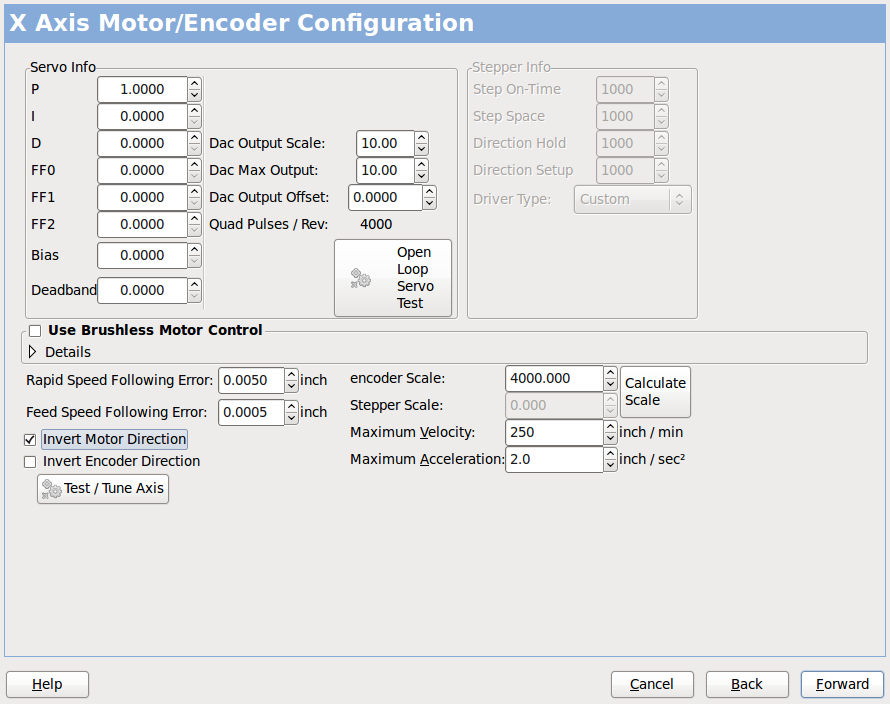
Diese Seite ermöglicht das Konfigurieren und Testen der Motor- und/oder Encoderkombination. Bei Verwendung eines Servomotors ist ein Open-Loop-Test verfügbar, bei Verwendung eines Schrittmotors ein Tuning-Test.
- Open-Loop-Test
-
Ein Open-Loop-Test ist wichtig, da er die Richtung von Motor und Encoder bestätigt. Der Motor sollte die Achse in die positive Richtung bewegen, wenn die positive Taste gedrückt wird, und auch der Encoder sollte in die positive Richtung zählen. Die Achsenbewegung sollte den Fußnoten des Machinery’s Handbook folgen:["Achsennomenklatur" im Kapitel "Numerische Steuerung" im "Machinery’s Handbook", herausgegeben von Industrial Press,] sonst macht die grafische AXIS-Anzeige nicht viel Sinn. Hoffentlich können die Hilfeseite und die Diagramme helfen, dies herauszufinden. Beachten Sie, dass die Richtungen der Achsen auf der Bewegung des Werkzeugs und nicht auf der Bewegung des Tisches basieren. Beim Open-Loop-Test gibt es keine Beschleunigungsrampe, beginnen Sie also mit niedrigeren DAC-Zahlen. Durch Bewegen der Achse über eine bekannte Strecke kann man die Skalierung des Encoders bestätigen. Der Encoder sollte auch ohne aktivierten Verstärker zählen, je nachdem wie der Encoder mit Strom versorgt wird.
|
Warnung
|
Wenn Motor und Encoder die Zählrichtung nicht übereinstimmen, läuft das Servo bei PID-Regelung weg. |
Da die PID-Einstellungen derzeit nicht in PnCconf getestet werden können, sind die Einstellungen eigentlich für die erneute Bearbeitung einer Konfiguration gedacht - geben Sie Ihre getesteten PID-Einstellungen ein.
- DAC-Skala
-
DAC-Skalierung, maximaler Ausgang und Offset werden verwendet, um den DAC-Ausgang anzupassen.
- DAC berechnen
-
Diese beiden Werte sind die Skalierungs- und Offsetfaktoren für die Achsenausgabe an die Motorverstärker. Der zweite Wert (Offset) wird von der berechneten Ausgabe (in Volt) subtrahiert und durch den ersten Wert (Skalierungsfaktor) geteilt, bevor er in die D/A-Wandler geschrieben wird. Die Einheiten für den Skalenwert sind in echten Volt pro DAC-Ausgangsspannung. Die Einheiten für den Offset-Wert sind in Volt. Diese können zur Linearisierung eines DAC verwendet werden.
Insbesondere beim Schreiben von Ausgängen, wandelt LinuxCNC zunäschtdie gewünschte Ausgabe von Quasi-SI-Einheiten zu rohen Aktor Werten, z. B. Volt für einen Verstärker DAC. Diese Skalierung sieht wie folgt aus: Der Wert für die Skalierung kann analytisch ermittelt werden, indem man eine Einheitenanalyse durchführt, d.h. die Einheiten sind [Ausgabe-SI-Einheiten]/[Aktoreinheiten]. Bei einer Maschine mit einem Verstärker im Geschwindigkeitsmodus, bei dem 1 Volt zu einer Geschwindigkeit von 250 mm/s führt, ist zu beachten, dass die Einheiten des Offsets in Maschineneinheiten, z. B. mm/s, angegeben sind und von den Sensormesswerten abgezogen werden. Den Wert für diesen Offset erhalten Sie, indem Sie den Wert Ihres Ausgangs ermitteln, der 0,0 für den Aktorausgang ergibt. Wenn der DAC linearisiert ist, so ist dieser Offset normalerweise 0,0.
Skalierung und Offset können auch zur Linearisierung des DAC verwendet werden, so dass sich Werte sich ergeben als Kombination von Verstärkerverstärkung, Nichtlinearität des DAC, DAC-Einheiten usw. . Gehen Sie dazu wie folgt vor:
-
Erstellen Sie eine Kalibrierungstabelle für den Ausgang, indem Sie den DAC mit einer gewünschten Spannung betreiben und das Ergebnis messen:
| Roh | Gemessen |
|---|---|
-10 |
-9.93 |
-9 |
-8.83 |
0 |
-0.96 |
1 |
-0.03 |
9 |
9.87 |
10 |
10.07 |
-
Führen Sie eine lineare Anpassung nach dem Prinzip der kleinsten Quadrate durch, um die Koeffizienten a und b so zu ermitteln, dass meas=a*raw+b
-
Beachten Sie, dass wir eine Rohausgabe wünschen, bei der das gemessene Ergebnis mit der befohlenen Ausgabe identisch ist. Das bedeutet
-
cmd=a*raw+b
-
raw=(cmd-b)/a
-
-
Folglich können die Koeffizienten a und b aus der linearen Anpassung direkt als Skala und Offset für den Regler verwendet werden.
- MAX OUTPUT
-
Der maximale Wert für den Ausgang der PID-Kompensation, der in den Motorverstärker geschrieben wird, in Volt. Der berechnete Ausgangswert wird auf diesen Grenzwert geklemmt. Der Grenzwert wird vor der Skalierung auf rohe Ausgabeeinheiten angewendet. Der Wert wird symmetrisch sowohl auf die Plus- als auch auf die Minusseite angewandt.
- Tuning-Test
-
Der Abstimmungstest funktioniert leider nur bei schrittmotorbasierten Systemen. Stellen Sie erneut sicher, dass die Richtungen auf der Achse korrekt sind. Dann testen Sie das System, indem Sie die Achse hin und her laufen lassen. Wenn die Beschleunigung oder die maximale Geschwindigkeit zu hoch ist, verlieren Sie Schritte. Beachten Sie beim Hin- und Herlaufen, dass es eine Weile dauern kann, bis eine Achse mit geringer Beschleunigung zum Stillstand kommt. Die Endschalter sind während dieses Tests nicht funktionsfähig. Sie können für jedes Ende der Testbewegung eine Pausenzeit einstellen. Dadurch können Sie eine Messuhr einrichten und ablesen, ob Sie Schritte verlieren.
- Schrittmotor-Timing
-
Das Stepper-Timing muss auf die Anforderungen des Schrittreglers zugeschnitten werden’s. PnCconf liefert einige Standard-Timingwerte für den Controller oder erlaubt eigene Timing-Einstellungen. Unter https://wiki.linuxcnc.org/cgi-bin/wiki.pl?Stepper_Drive_Timing finden Sie einige weitere bekannte Timing-Zahlen (Sie können gerne weitere hinzufügen, die Sie selbst herausgefunden haben). Im Zweifelsfall sollten Sie große Zahlen wie 5000 verwenden, da dies nur die maximale Geschwindigkeit begrenzt.
- Bürstenlose Motorsteuerung
-
Diese Optionen werden verwendet, um eine Low-Level-Steuerung von bürstenlosen Motoren mit spezieller Firmware und Tochterkarten zu ermöglichen. Sie ermöglicht auch die Konvertierung von HALL-Sensoren von einem Hersteller zu einem anderen. Sie wird nur teilweise unterstützt und erfordert, dass man die HAL-Verbindungen fertigstellt. Kontaktieren Sie die Mail-Liste oder das Forum für weitere Hilfe.
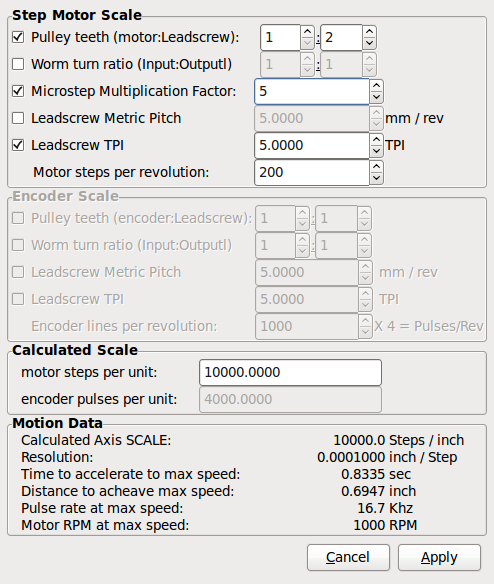
Die Maßstabseinstellungen können direkt eingegeben werden oder man kann die Schaltfläche Maßstab berechnen zur Hilfe nehmen. Verwenden Sie die Kontrollkästchen, um die entsprechenden Berechnungen auszuwählen. Beachten Sie, dass Riemenscheibenzähne die Anzahl der Zähne und nicht das Übersetzungsverhältnis erfordert. Das Schneckenradverhältnis ist genau das Gegenteil und erfordert das Zahnradverhältnis. Wenn Sie mit der Skala zufrieden sind, drücken Sie auf Anwenden, andernfalls auf Abbrechen und geben Sie die Skala direkt ein.
Auf der Registerkarte Diagramm finden Sie außerdem zwei Beispiele für Referenzfahrt- und Endschalter. Dies sind zwei Beispiele für viele verschiedene Möglichkeiten der Einstellung von Referenzfahrt und Grenzwerten.
|
Wichtig
|
Es ist sehr wichtig, dass sich die Achse zu Beginn in die richtige Richtung bewegt, da es sonst sehr schwierig ist, die Referenzfahrt zu richtig durchzuführen! |
Denken Sie daran, dass sich positive und negative Richtungen auf das WERKZEUG und nicht auf den Tisch beziehen, wie im Maschinenhandbuch beschrieben.
- Bei einer typischen Knie- oder Bettfräse
-
-
Wenn sich die TABLE nach außen bewegt, ist das die positive Y-Richtung
-
Wenn sich die TABLE nach links bewegt, ist das die positive X-Richtung
-
Wenn sich die TABLE nach unten bewegt, ist das die positive Z-Richtung
-
Wenn sich der KOPF nach oben bewegt, ist das die positive Z-Richtung
-
- Bei einer typischen Drehmaschine
-
-
wenn sich das WERKZEUG nach rechts, weg vom Futter, bewegt
-
das ist die positive Z-Richtung
-
wenn sich das WERKZEUG auf den Bediener zubewegt
-
das ist die positive X-Richtung. Einige Drehmaschinen haben eine entgegengesetzte X-Richtung (z.B. Werkzeug auf der Rückseite), das funktioniert gut, aber die grafische Achsen-Anzeige kann nicht so eingestellt werden, dass sie dies widerspiegelt.
-
Bei der Verwendung von Referenzfahrt- und / oder Endschaltererwartet LinuxCNC die HAL-Signale wahr zu sein, wenn der Schalter gedrückt wird / ausgelöst. Wenn das Signal falsch ist für einen Endschalter dann LinuxCNC wird denken, die Maschine sei die ganze Zeit bereits am Ende der Grenze. Wenn die Referenzfahrt-Schalter Suchlogik falsch ist, wird LinuxCNC den Referenzpunkt scheinbar in der falschen Richtung suchen. Was aber tatsächlich geschieht, ist dass LinuxCNC verusucht, dem mutmaßlich bereits ausgelösten Referenzpunkt-Schalter auszuweichen.
- Entscheiden Sie sich für die Position des Endschalters
-
Endschalter dienen als Backup für Software-Grenzen, falls etwas Elektrisches schief geht, z. B. ein Servo durchdreht. Die Endschalter sollten so platziert werden, dass die Maschine nicht auf das physikalische Ende der Achsenbewegung trifft. Denken Sie daran, dass die Achse bei einer schnellen Bewegung an der Kontaktstelle vorbeilaufen wird. Endschalter sollten active low an der Maschine sein. z.B. fließt die ganze Zeit Strom durch die Schalter - ein Stromausfall (offener Schalter) löst aus. Man kann sie zwar auch anders herum verdrahten, aber das ist ausfallsicher. Dies muss möglicherweise invertiert werden, so dass das HAL-Signal in LinuxCNC in active high - ein TRUE bedeutet der Schalter ausgelöst wurde. Beim Starten von LinuxCNC, wenn Sie eine On-Limit-Warnung zu bekommen, und die Achse ist NICHT Auslösen des Schalters, Invertieren des Signals ist wahrscheinlich die Lösung. (Verwenden Sie HALMETER, um die entsprechenden HAL-Signal zB joint.0.pos-lim-sw-in X-Achse positive Endschalter zu überprüfen)
- Entscheiden Sie sich für den Standort des Referenzpunktschalters
-
Wenn Sie Endschalter verwenden, können Sie auch einen als Referenzschalter verwenden. Ein separater Referenzpunktschalter ist nützlich, wenn Sie eine lange Achse haben, die in der Regel weit von den Endschaltern entfernt ist, oder wenn das Bewegen der Achse zu den Enden Probleme mit der Beeinträchtigung des Materials mit sich bringt. Hinweis, bei einer langen Welle in einer Drehmaschine ist es schwierig, die Endpunkte anzufahren, ohne dass das Werkzeug die Welle berührt. Wenn Sie einen Drehgeber mit Index haben, dient der Referenzpunktschalter als Referenzpunkt und der Index ist der tatsächliche Referenzpunkt.
- Entscheiden Sie sich für die Lage des Maschinen-Ursprungs (engl. MACHINE ORIGIN)
-
Der MACHINE ORIGIN dient bei LinuxCNC für alle Benutzer-Koordinatensysteme als Referenz. Ich kann mir kaum vorstellen, warum es an einer bestimmten Stelle sein muss. Es gibt nur ein paar G-Codes, um auf die MACHINE COORDINATE System zugreifen können.( G53, G30 und G28 ) Zusammen mit Werkzeugwechsel-at-G30 Option mit dem Ursprung an der Werkzeugwechselposition kann die praktisch sein. Aus Konvention ist es am einfachsten, den ORIGIN am Referenzpunkt zu haben.
- Entscheiden Sie sich für den (endgültigen) Referenzunkt (engl. HOME POSITION)
-
dies platziert nur den Schlitten an einer konsistenten und bequemen Position nachdem LinuxCNC herausfindet, wo derORIGIN ist.
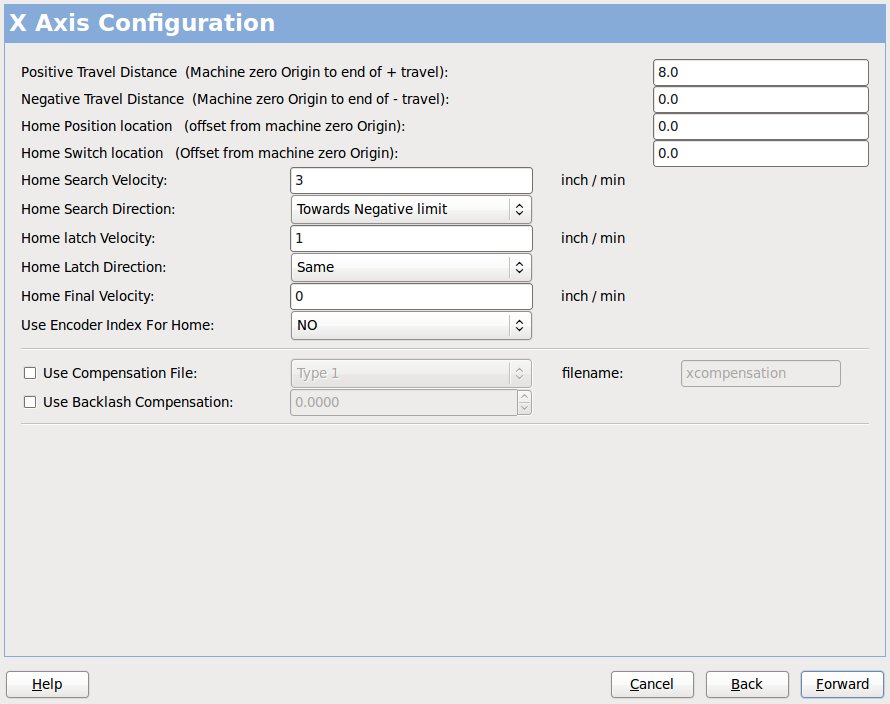
- Messen / Berechnen der positiven / negativen Achsabstände
-
Fahren Sie die Achse zum Ursprung. Markieren Sie eine Referenz auf dem beweglichen Schlitten und dem unbeweglichen Träger (so dass sie in einer Linie liegen) und fahren Sie die Maschine bis zum Ende der Grenzen. Messen Sie den Abstand zwischen den Markierungen, der einer der Verfahrwege ist. Bewegen Sie den Tisch an das andere Ende des Verfahrwegs. Messen Sie die Markierungen erneut. Das ist der andere Verfahrweg. Wenn sich der URSPRUNG an einer der Begrenzungen befindet, ist dieser Verfahrweg gleich Null.
- (Maschinen-)URSPRUNG
-
Der Ursprung ist der MASCHINENNullpunkt. (nicht der Nullpunkt Sie Ihre Cutter / Material auf). LinuxCNC verwendet diesen Punkt, um alles andere von Referenz. Es sollte innerhalb der Software Grenzen sein. LinuxCNC verwendet die Referenzpunkt (engl. home)-Schalter-Position, um die Ursprungs-Position zu bestimmen (bei Verwendung von Home-Schalter oder muss manuell eingestellt werden, wenn nicht mit Home-Schalter.
- Verfahrweg
-
Dies ist die maximale Entfernung, die eine Achse in jede Richtung fahren kann. Dies kann, muss aber nicht, direkt vom Ursprung bis zum Endschalter gemessen werden. Die positiven und negativen Verfahrwege sollten sich zum Gesamtverfahrweg addieren.
- POSITIVER VERFAHRWEG
-
Dies ist die Entfernung, die auf einer Achse vom Ursprung bis zum positiven Verfahrweg oder dem gesamten Verfahrweg minus dem negativen Verfahrweg zurücklegt wird. Sie würden diesen Wert auf Null setzen, wenn der Ursprung an der positiven Grenze positioniert ist. Der Wert wird immer Null oder eine positive Zahl sein.
- NEGATIVER VERFAHRWEG (engl. travel distance)
-
Dies ist die Entfernung, die auf einer Achse vom Ursprung bis zum negativen Verfahrweg zurücklegt werden kann oder der gesamte Verfahrweg minus dem positiven Verfahrweg. Sie würden diesen Wert auf Null setzen, wenn der Ursprung an der negativen Grenze positioniert ist. Dieser Wert ist immer Null oder eine negative Zahl. Wenn Sie vergessen, diesen Wert negativ zu setzen, wird dies von PnCconf intern erledigt.
- (Letzlicher) REFERENZPUNKT (engl. home position)
-
Dies ist die Position, an der die Startsequenz enden wird. Sie bezieht sich auf den Ursprung, kann also negativ oder positiv sein, je nachdem, auf welcher Seite des Ursprungs sie sich befindet. Wenn Sie sich an der (endgültigen) Ausgangsposition befinden und sich in positiver Richtung bewegen müssen, um zum Ursprung zu gelangen, wird die Zahl negativ sein.
- Referenzpunkt-Schalter Position
-
Dies ist der Abstand zwischen dem Home-Schalter und dem Ursprung (engl. origin). Sie kann negativ oder positiv sein, je nachdem, auf welcher Seite des Ursprungs sie sich befindet. Wenn Sie sich an der Position des Home-Schalters in positiver Richtung bewegen müssen, um zum Ursprung zu gelangen, ist die Zahl negativ. Wenn Sie diesen Wert auf Null setzen, befindet sich der Ursprung an der Position des Endschalters (plus Entfernung zum Index, falls verwendet).
- Referenzpunkt Suchgeschwindigket (engl. home search velocity)
-
Geschwindigkeit bei der Suche nach dem Kursziel in Einheiten pro Minute.
- Referenzpunkt-Suchrichtung (engl. home search direction)
-
Legt die Suchrichtung des Referenzschalters entweder negativ (d. h. in Richtung des negativen Endschalters) oder positiv (d. h. in Richtung des positiven Endschalters) fest.
- Referenzpunkt Latch Geschwindigkeit
-
Feinfühlige Home-Suchgeschwindigkeit in Einheiten pro Minute.
- Referenzpunktsuche minimale Geschwindigkeit (engl. Home Final Velocity)
-
Geschwindigkeit von der latch-Position zur (endgültigen) Ausgangsposition in Einheiten pro Minute. Für maximale Eilgeschwindigkeit auf 0 setzen.
- Referenzpunkt der Verriegelungsrichtung
-
Ermöglicht die Einstellung der Verriegelungsrichtung auf die gleiche oder entgegengesetzte Richtung wie die Suchrichtung.
- Encoder-Index für Referenzpunkt verwenden
-
LinuxCNC sucht während der Latch-Phase der Referenzfahrt nach einem Encoder-Indeximpuls.
- Kompensationsdatei verwenden
-
Ermöglicht die Angabe eines Komp-Dateinamens und -typs. Ermöglicht eine anspruchsvolle Kompensation. Siehe den<sub:ini:sec:axis-letter,Achsen-Abschnitt>> des INI Kapitels.
- Verwenden des Umkehrspiel-Ausgleichs
-
Ermöglicht die Einstellung einer einfachen Kompensation des Umkehrspiels. Kann nicht mit Kompensationsdatei verwendet werden. Siehe den <sub:ini:sec:axis-letter,Achsen-Abschnitt>> des INI Kapitels.
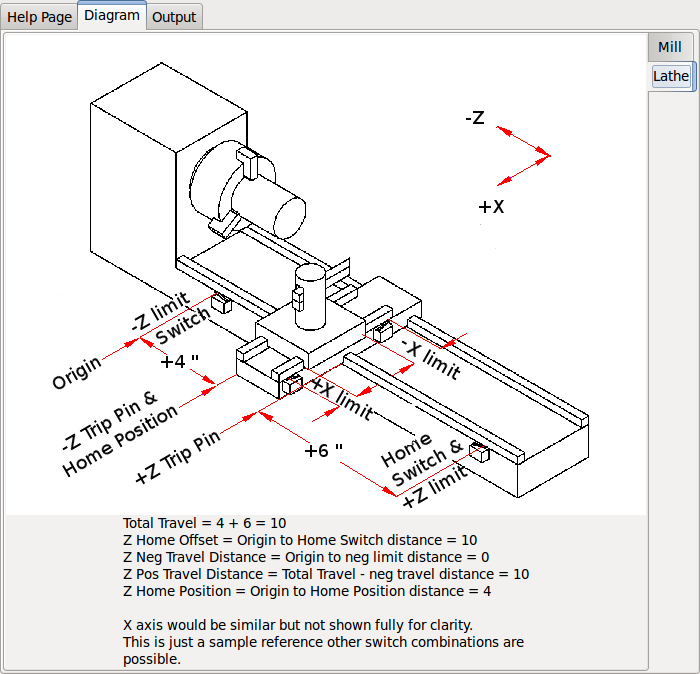
Das Diagramm soll helfen, ein Beispiel für Endschalter und Standard-Achsbewegungsrichtungen zu demonstrieren. In diesem Beispiel wurde die Z-Achse mit zwei Endschaltern versehen, wobei der positive Schalter als Home-Schalter verwendet wird. Der Maschinen-Ursprung (Nullpunkt, engl. machine origin) befindet sich am negativen Endschalter. Die linke Kante des Schlittens ist der negative Grenzwert und die rechte der positive Grenzwert. Die ENDGÜLTIGE HOME-POSITION soll 4 Zoll vom ORIGIN auf der positiven Seite entfernt sein. Wenn der Schlitten an die positive Grenze bewegt würde, würden wir 10 Zoll zwischen der negativen Grenze und dem negativen Auslösestift messen.
10. Spindel-Konfiguration
Wenn Sie Spindelsignale auswählen, ist diese Seite zur Konfiguration der Spindelsteuerung verfügbar.
|
Tipp
|
Viele der Optionen auf dieser Seite werden nur angezeigt, wenn auf den vorherigen Seiten die richtige Option ausgewählt wurde! |
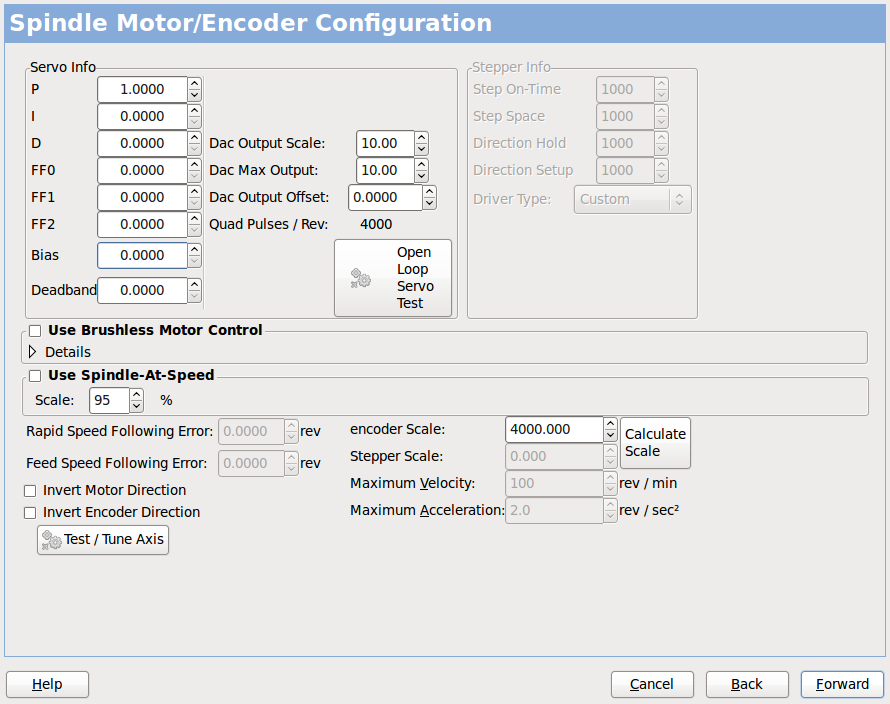
Diese Seite ähnelt der Seite zur Konfiguration der Achsenmotoren.
Es gibt einige Unterschiede:
-
Sofern man sich nicht für eine schrittgetriebene Spindel entschieden hat, gibt es keine Beschleunigungs- oder Geschwindigkeitsbegrenzung.
-
Es gibt keine Unterstützung für Gangschaltungen oder Bereiche.
-
Wenn Sie eine VCP-Spindelanzeigeoption gewählt haben, können die Skala für die Spindeldrehzahl und die Filtereinstellungen angezeigt werden.
-
Spindle-at-Speed ermöglicht LinuxCNC zu warten, bis die Spindel auf die gewünschte Geschwindigkeit vor dem Bewegen der Achse ist. Dies ist besonders praktisch auf Drehmaschinen mit konstantem Oberflächenvorschub und große Geschwindigkeit Durchmesseränderungen. Es erfordert entweder Encoder-Feedback oder eine digitale Spindel-at-Speed-Signal in der Regel zu einem VFD-Antrieb verbunden.
-
Wenn Sie eine Encoder-Rückmeldung verwenden, können Sie eine Skaleneinstellung für die Spindeldrehzahl wählen, die angibt, wie nahe die tatsächliche Drehzahl an der geforderten Drehzahl liegen muss, damit sie als gleichbleibende Drehzahl gilt.
-
Bei Verwendung von Encoder-Feedback kann die VCP-Drehzahlanzeige unregelmäßig sein - die Filtereinstellung kann zur Glättung der Anzeige verwendet werden. Die Geberskala muss für die verwendete Geberzahl/Getriebe eingestellt werden.
-
Wenn Sie einen einzelnen Eingang für einen Spindel-Drehgeber verwenden, müssen Sie die Zeile: setp hm2_7i43.0.encoder.00.counter-mode 1 (wobei Sie den Namen der Karte und die Nummer des Drehgebers entsprechend Ihren Anforderungen ändern) in eine benutzerdefinierte HAL-Datei einfügen. Weitere Informationen zum Zählermodus finden Sie im Abschnitt <sec:hm2-encoder,Encoder>> in Hostmot2.
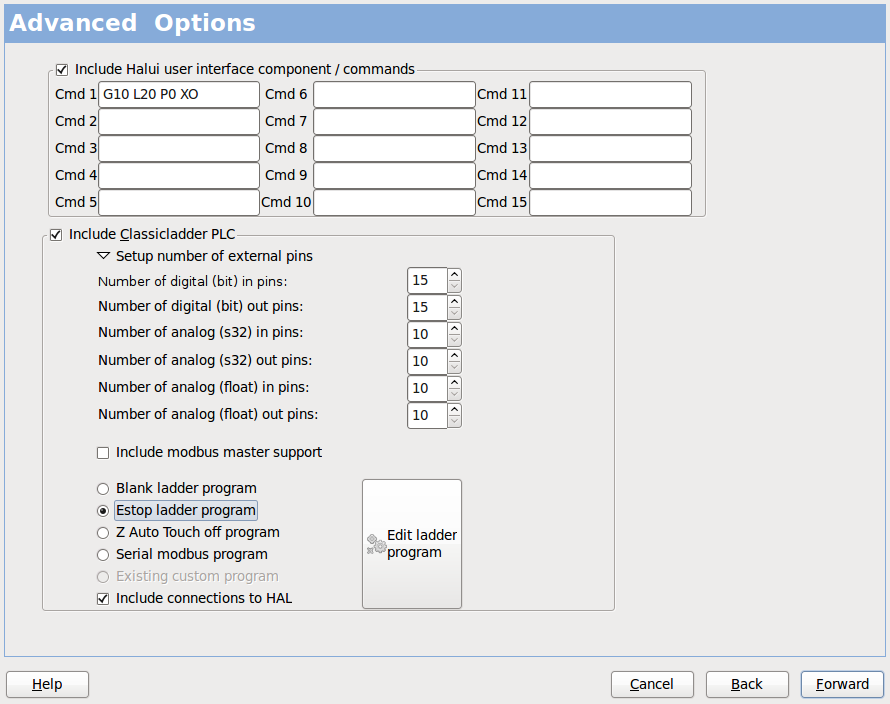
11. Weitere Optionen für Fortgeschrittene
Dies ermöglicht die Einstellung von HALUI-Befehlen und das Laden von ClassicLadder- und Beispiel-SPS-Programme. Wenn Sie GladeVCP-Optionen ausgewählt haben, z. B. zum Nullstellen der Achse, werden Befehle angezeigt. Im Kapitel HALUI finden Sie weitere Informationen zur Verwendung benutzerdefinierter halcmds. Es gibt mehrere Optionen für Kontaktplanprogramme. Das Notaus (engl. E-stop)-Programm ermöglicht es einem externen Notaus-Schalter oder dem GUI-Frontend, ein Notaus auszulösen. Es verfügt auch über ein zeitgesteuertes Schmiermittelpumpensignal. Das Z-Auto-Touch-Off-Programm verfügt über eine Touch-Off-Platte, die GladeVCP-Touch-Off-Taste und spezielle HALUI-Befehle, um den aktuellen Benutzerursprung auf Null zu setzen und schnell zu löschen. Das serielle Modbus-Programm ist im Grunde eine leere Programmvorlage, die ClassicLadder für seriellen Modbus einrichtet. Siehe das Kapitel <cha:classicladder,ClassicLadder>> im Handbuch.
12. HAL-Komponenten
Auf dieser Seite können Sie zusätzliche HAL-Komponenten hinzufügen, die Sie für benutzerdefinierte HAL-Dateien benötigen. Auf diese Weise sollte man die Haupt-HAL-Datei nicht von Hand bearbeiten müssen, aber dennoch die vom Benutzer benötigten Komponenten bei der Konfiguration berücksichtigen.
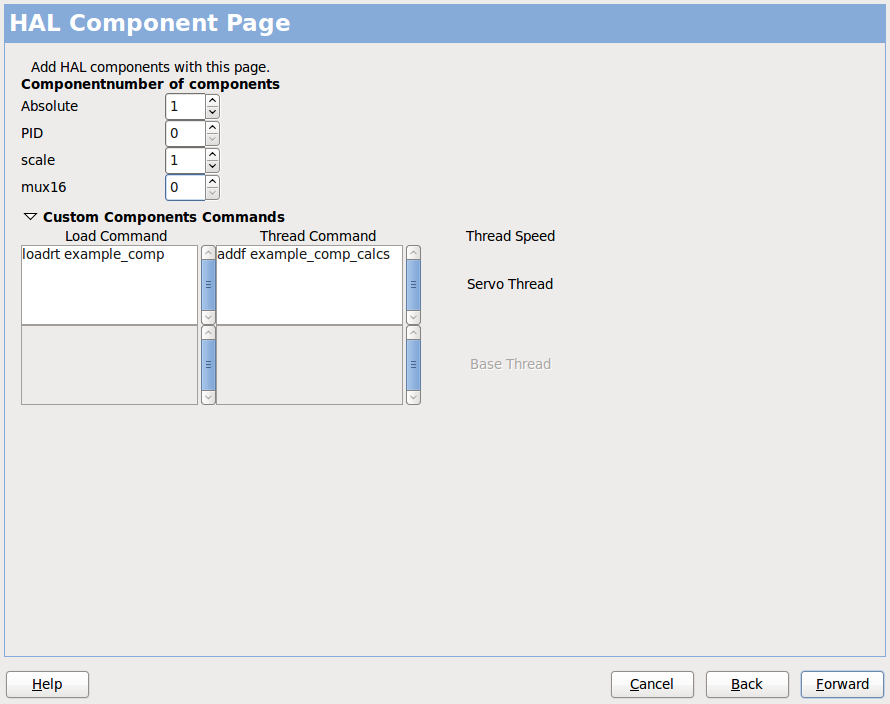
Die erste Auswahl sind Komponenten, die PnCconf intern verwendet. Sie können pncconf so konfigurieren, dass zusätzliche Instanzen der Komponenten für Ihre eigene HAL-Datei geladen werden.
Wählen Sie die Anzahl der Instanzen, die Ihre benutzerdefinierte Datei benötigt, PnCconf fügt die benötigten Instanzen danach hinzu.
Das heißt, wenn Sie 2 benötigen und PnCconf 1 benötigt, wird PnCconf 3 Instanzen laden und die letzte verwenden.
- Benutzerdefinierte Komponenten-Befehle
-
Mit dieser Auswahl können Sie HAL-Komponenten laden, die PnCconf nicht verwendet. Fügen Sie den Befehl loadrt oder loadusr unter der Überschrift loading command hinzu. Fügen Sie den Befehl addf unter der Überschrift Thread-Befehl hinzu. Die Komponenten werden dem Thread zwischen dem Lesen von Eingaben und dem Schreiben von Ausgaben in der Reihenfolge hinzugefügt, in der Sie sie im Befehl "thread" schreiben.
13. PnCconf für Fortgeschrittene
PnCconf ist bestrebt, flexible Anpassungen durch den Benutzer zu ermöglichen. PnCconf unterstützt benutzerdefinierte Signalnamen, benutzerdefiniertes Laden von Komponenten, benutzerdefinierte HAL-Dateien und benutzerdefinierte Firmware.
Es gibt auch Signalnamen, die PnCconf immer bereitstellt, unabhängig von den gewählten Optionen für benutzerdefinierte HAL-Dateien. Mit etwas Überlegung sollten die meisten Anpassungen funktionieren, auch wenn Sie später andere Optionen in PNCconf wählen.
Wenn die Anpassungen den Rahmen von PnCconf’s Rahmenwerk sprengen, können Sie PnCconf verwenden, um eine Basiskonfiguration zu erstellen, oder Sie verwenden eine der LinuxCNC’s Beispielkonfigurationen und editieren sie von Hand zu dem, was Sie wollen.
- Benutzerdefinierte Signalnamen
-
Wenn Sie eine Komponente mit etwas in einer benutzerdefinierten HAL-Datei verbinden möchten, geben Sie einen eindeutigen Signalnamen in das Kombinationsfeld ein. Bestimmte Komponenten fügen Endungen an Ihren benutzerdefinierten Signalnamen an:
Kodierer fügen hinzu < customname > +:
-
Position
-
count (engl für Zähler)
-
Geschwindigkeit
-
Index-Aktivierung
-
reset
Schrittmotoren fügen hinzu:
-
aktivieren
-
Zähler
-
Positionsbefehl
-
position-fb
-
velocity-fb
Pulsweitenmodulationen (PWM, für Servos) fügen hinzu:
-
aktivieren
-
Wert
GPIO-Pins werden einfach mit dem eingegebenen Signalnamen verbunden
Auf diese Weise kann man sich mit diesen Signalen in den benutzerdefinierten HAL-Dateien verbinden und hat trotzdem die Möglichkeit, sie später zu verschieben.
- Benutzerdefinierte Signalnamen
-
Die Seite mit HAL Komponenten kann verwendet werden, um Komponenten zu laden, die ein Benutzer für die Anpassung benötigt.
- Laden der benutzerdefinierten Firmware
-
PnCconf sucht auf dem System nach Firmware und sucht dann nach der XML-Datei, die es in das konvertieren kann, was es versteht. Diese XML-Dateien werden nur für offiziell freigegebene Firmware vom LinuxCNC-Team bereitgestellt. Um benutzerdefinierte Firmware zu verwenden, muss man sie in ein Array konvertieren, das PnCconf versteht, und den Dateipfad zu PnCconf’s Einstellungsdatei hinzufügen. Standardmäßig sucht dieser Pfad auf dem Desktop nach einem Ordner namens custom_firmware und einer Datei namens firmware.py.
Die versteckte Einstellungsdatei befindet sich in der Home-Datei des Benutzers, heißt .pncconf-preferences und erfordert, dass Sie in Ihrem Dateimanager die Option "Versteckte Dateien anzeigen" wählen, um sie zu sehen und zu bearbeiten, oder Sie verwenden auf der Kommandozeile "ls" mit der Option "-a". Der Inhalt dieser Datei kann eingesehen werden, wenn Sie PnCconf zum ersten Mal laden - drücken Sie die Hilfetaste und sehen Sie sich die Ausgabeseite an.
Fragen Sie in der LinuxCNC Mailing-Liste oder im Forum nach Informationen über die Konvertierung von kundenspezifischer Firmware. Nicht jede Firmware kann mit PnCconf verwendet werden.
- Benutzerdefinierte HAL-Dateien
-
Es gibt vier benutzerdefinierte Dateien, die Sie verwenden können, um HAL-Befehle hinzuzufügen:
-
custom.hal ist für HAL-Befehle, die nicht nach dem Laden des GUI-Frontends ausgeführt werden müssen. Es wird diese erst nach der HAL-Datei mit dem Konfigurationsnamen ausgeführt.
-
custom_postgui.hal ist für Befehle gedacht, die ausgeführt werden müssen, nachdem AXIS geladen wurde oder eine eigenständige PyVCP-Anzeige geladen wurde.
-
custom_gvcp.hal ist für Befehle, die ausgeführt werden müssen, nachdem GladeVCP geladen wurde.
-
shutdown.hal ist für Befehle, die ausgeführt werden, wenn LinuxCNC kontrolliert herunterfährt.
-